Today - 24 March 2025
Now - 23:15:55
Now - 23:15:55
Міцність зварного шва визначається декількома факторами. Перший важливий показник - це режим зварювання двох металевих конструкцій між собою. Другим фактором є вірно вибраний витратний матеріал. Третій параметр, що визначає міцність з'єднання металевої конструкції - це точні розміри катетів зварного шва.
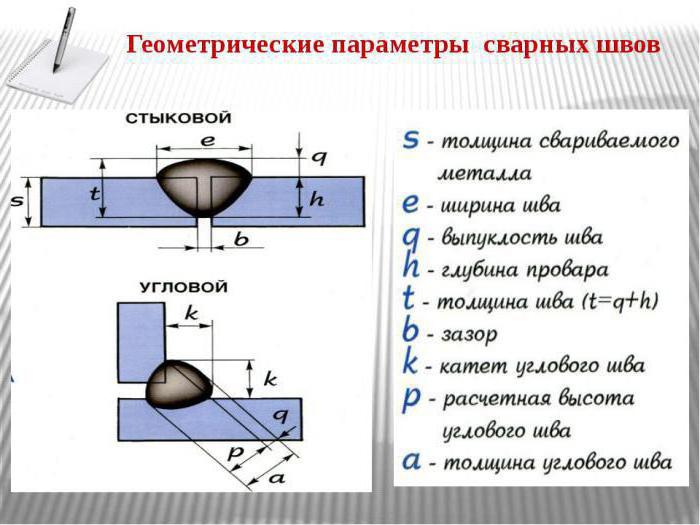
Ця назва походить від того, що якщо розглядати зварювальний шов в розрізі, то при ідеальному виконанні він буде виглядати як рівнобедрений трикутник. У цьому випадку катетом буде те відстань, яке знаходиться між кінцем шва однієї деталі і площиною іншої деталі. По своїй суті катет зварювального шва і буде катетом такого рівнобедреного трикутника, звідси і назва.

Отже, що таке катет, тепер ясно. Важливо розуміти, що від значення кутового з'єднання буде сильно залежати міцність з'єднання. Однак тут важливо не помилятися. Те, що катет зварного шва відповідає за його міцність, це зовсім не означає, що чим він товстіший, тим міцніше буде саме з'єднання. У цьому випадку необхідно розуміти, що занадто велика кількість наплавляються елементів, призведе до погіршення характеристик з'єднання. До того ж занадто велика витрата електродів, газу, флюсу та присадок сильно збільшить собівартість проведення таких робіт.
З тих причин, що були описані вище, дуже важливо враховувати геометрію стику. Основним параметром при з'єднанні двох металевих конструкцій стане те, що катет зварного шва повинен мати великі параметри поздовжнього перерізу.

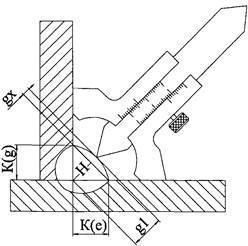
наприклад, при здійсненні зварювання двох металевих елементів, що мають різну товщину, розміри катета шва повинні визначатися з тієї деталі, яка володіє меншою товщиною. Найчастіше розміри катета зварного шва визначаються і вимірюються за заздалегідь підготовленим шаблонах. На сьогоднішній день зварювальники використовують найбільш універсальний інструмент для вимірювання катета. Такі прилади отримали назву "катетомеры зварника".
Цей інструмент має вигляд двох тонких пластин, кінці якого мають форму виїмки, призначену для визначення різних параметрів катета. Спеціаліст по черзі прикладає до шву різні за розмірами катетомеры. Серед них обов'язково знайдеться той, який буде точно повторювати геометрію катета зварного шва.
Після проведення зварювальних робіт найчастіше утворюється лише два виду шва.
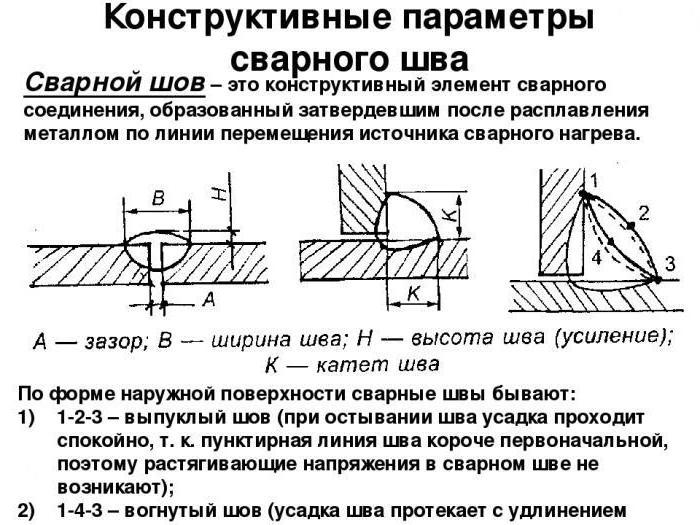
Перший вид - це звичайний зварювальний шов, який виглядає як валик з опуклою поверхнею. Однак тут важливо зазначити, що цей вид шва, за словами фахівців, не є оптимальним. У такого твердження існує дві причини. По-перше, всередині такого шва буде сильно збільшуватися напруга на конструкцію, а по-друге, витрата матеріалів на створення такого шва сильно збільшується.
Більше:

Витратний метод ціноутворення. Плюси і мінуси
сьогодні здаються стародавніми радянські часи формування ціни було досить простою справою, що вимагає від економістів лише знання основ математики. При відсутності конкуренції показник ціни не грала тієї ролі, яку він грає зараз. Якщо раніше до ціни ...

Системний підхід в менеджменті
Системний підхід в менеджменті являє собою спосіб мислення по відношенню до управління і організації. Його не можна плутати з набором різних принципів дії для управлінського апарату. Вперше застосування цього інструменту управління відзначено в кінці...

підприємницька діяльність. її сутність та основні функції
Підприємницька діяльність громадянина – це здійснювана на свій страх і ризик самостійна діяльність, метою якої є систематичне отримання прибутку за рахунок продажу робіт, товарів, послуг, використання майна. При цьому громадянин, який здійснює ...

Другий вид шва вважається ідеальним. Виглядає він як валик з увігнутою поверхнею, однак досягти такого виконання при зварюванні двох конструкцій дуже і дуже складно. Для того, щоб добитися такого типу шва, важливо правильно налаштувати параметри зварювального апарату, а також підтримувати однакову швидкість витрати електрода. Для того щоб виконати обидва умови, потрібен фахівець, який володіє великою кількістю досвіду в таких роботах. Варто додати, що цей тип зварювального шва не використовується при складанні металевих конструкцій.
Якщо говорити про розміри катета зварного кутового шва, то, як згадувалося вище, вирішальним фактором стане товщина деталей, що піддаються зварюванні. Наприклад, якщо є деталі з товщиною 4-5 мм, то розмір катета дорівнює 4 мм. Якщо товщина збільшується, то і катет повинен буде зростати.
Дуже важливий фактор, який впливає на увігнутість або опуклість зварного валика - це те, яким електродом проводилися роботи. Мається на увазі хімічний склад витрат елемента. Припустимо, якщо використовувати електрод, який при використанні буде ставати густим і в'язким, то в підсумку вийде поверхня валика опуклою. Якщо ж при розплавлюванні валика метал буде рідким і растекающимся, то поверхня його виявиться увігнутою.
Для того щоб при проведенні робіт отримати оптимальний катет зварного шва, а також забезпечити міцне з'єднання, необхідно враховувати кілька пунктів.
Варто сказати про те, що зробити це не дуже важко. Підставою для цього твердження є те, що в перерізі цей шов є рівнобедреним трикутником, а обчислення катета такої фігури - досить проста операція. Для того щоб провести розрахунки, можна скористатися звичайною тригонометричної формулою: T = S cos 45º.
Т - це величина катета зварного шва, а S - це ширина отриманого валика, або гіпотенуза трикутника.
Для того щоб визначити катет шва, важливо дізнатися товщину самого шва цілком. Ця операція досить проста, плюс до цього в такому випадку cos 45º дорівнюватиме 0,7. Після цього можна підставити всі наявні значення у формулу і з високою точністю одержати значення катета. Розрахунок катета зварного шва по цій формулі - одна з найпростіших операцій.
На сьогоднішній день розрізняють два основних виду зварного шва. Тут важливо розуміти, що шов і зварювальне з'єднання - це різні речі.
Зварні шви також відрізняються по своїй конфігурації. Тут можна виділити кілька видів: поздовжні прямолінійні і криволінійні, кільцеві.
Якщо буде здійснюватися зварювання поздовжніх швів, то дуже важливо провести ретельну підготовку поверхні металу, особливо якщо роботи будуть проходити з великою довжиною шва. При створенні такого типу шва важливо, щоб поверхня не була хвилястою, а всі задирки кромок необхідно очистити. Також важливою деталлю буде видалення вологи, іржі, бруду або будь-яких інших небажаних елементів з робочої поверхні до початку зварювання.
Якщо буде проводитися кільцева зварювання, то тут дуже важливо відкоригувати режим роботи зварювального апарату. Якщо діаметр вироби невеликий, то для досягнення якісного зварювального шва важливо зменшити силу струму.
Можна додати, що отримані шви можуть бути не тільки увігнутими або опуклими, але і плоскими. Плоскі і увігнуті типи краще всього підходять для тих конструкцій, які експлуатуються при динамічних навантаженнях. Причиною цього стало те, що у такого типу шва відсутня відчутний перехід від самого з'єднання до металу.
ГОСТ 5264-80 - це документ, який встановлює основні типи, конструктивні елементи, а також розміри всіх зварних з'єднань. Однак важливо відзначити, що цей папір не поширюється на ті типи швів, які використовуються для з'єднання трубопроводу.
Один з пунктів даного Госту говорить про те, що при проведенні зварювальних робіт стикового типу і різної товщини деталей, їх можна з'єднувати так само, як і деталі з однаковою товщиною, якщо їх різниця не перевищує визначених показників.
Також у цьому документі описано, що допускається зміщення зварюваних кромок перед зварюванням по відношенню один до одного. Також там встановлені числові параметри зміщення, які вирішуються при певній товщині заготовки.
До цього документа є додаток, в якому прописані всі мінімальні розміри катетів зварного шва. Варто додати, що опуклість, як і ввігнутість шва, може бути не більше ніж 30 % від значення його катета.
Article in other languages:
PL: https://tostpost.com/pl/biznes/41402-katety-spoin-charakterystyka-i-w-a-ciwo-ci.html
PT: https://tostpost.com/pt/neg-cios/41015-katety-soldas-caracteriza-o-e-propriedades.html

Alin Trodden - автор статті, редактор
"Привіт, Я Алін Тродден. Я пишу тексти, читаю книги і шукаю враження. І я непогано вмію розповідати вам про це. Я завжди радий брати участь у цікавих проектах."
Новини

Майнская ГЕС - маленька помічниця енергетичних гігантів
Якщо уважно розглядати річку Єнісей на карті, то легко можна помітити Єнісейського каскад гідроелектростанцій. Дуже важливим його етапом служить Майнський гідровузол, розташований в Хакасії, по сусідству з селищем Майна.Завдання М...

Не знаєте, який бізнес можна відкрити в маленькому місті? Не біда!
Між бізнес-ідеями, які створюються для великих і для маленьких міст, існує значна різниця. Адже від розміру населеного пункту і кількості його жителів може залежати чимало факторів. Кожна особливість впливає на успіх задуманого пр...

Годівлю курчат з першого дня життя
Розведення птиці – справа прибуткова і цікаве. Але дуже важливо правильно організувати годівлю курчат з їх першого дня життя. Адже саме в цей час пташенята беззахисні і схильні до різних захворювань.Годівля курчат у перші дн...

Як і чим годувати бройлерних курчат
Якщо ви вирішили зайнятися сільським господарством, то простіше за все почати з розведення курей. Кури менш вибагливі, ніж інші птахи й худоба. Так і витрати на їх утримання не так великі. Зараз у розвідників курей дуже популярні ...

Логістика: що таке американська, європейська і японська система?
Перше, що слід зазначити про таке поняття, як логістика, що така назва в перекладі з грецької мови дослівно означає «мистецтво вважати». Спочатку поняття широко використовувалося в армії, де вказувало на службовців, ві...

Годівлю курчат у перші дні життя: поради початківцям
Правильно організоване харчування для тільки що з'явилися на світ курчат має найважливіше значення. Від нього залежить, чи будуть вони відчувати себе нормально або почнуть хворіти. Ну і звичайно, як швидко виростуть і почнуть нест...













Примітка (0)
Ця стаття не має коментарів, будьте першим!