Today - 29 March 2025
Now - 14:54:24
Now - 14:54:24
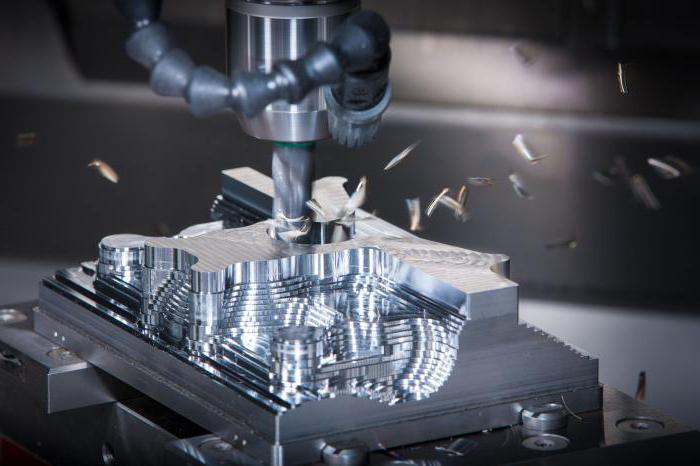
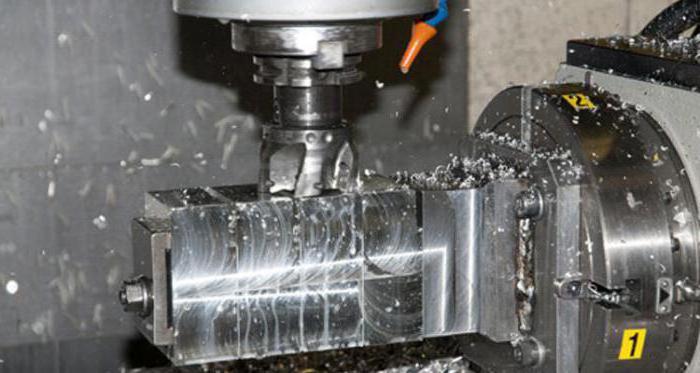
Фрезерлеу « бұл емес ең қарапайым операция өңдеу металдар мен басқа да материалдар, ол әрдайым егжей-тегжейлі белгілі среднестатистическому адамға. Бұл үшін осы процесс қажет арнайы құрылғы деп аталады жонғышпен – оны табуға болады көптеген кәсіпорындарда, фабрикаларда, зауыттарда. Қалай бұл процесс? Бұл жағдайда оған қатысады кескіш құрал және дайындау. Кесетін аспапты болып табылады өзі фреза « ол жасайды айналу қозғалысының айырмашылығы, ең дайындау, ол станоктың көмегімен жасайды поступательные қозғалыс бағыты бойынша фрезе. Нәтижесінде сонда мұндай типі өңдеу, ол қиын болар еді қайталауға көмегімен кез келген басқа құралы. Алайда, осы бапта қарастырылатын болады беттік ақпарат – осы материал есептелген кім артық-кем таныс процесін фрезерлеу. Басты және негізгі тақырып, мұнда кесу режимі, яғни осы жерде жүргізіледі есептеу және анықтау қалай жұмыс істеуі тиіс фреза және қандай насадку үшін, оған пайдалануға нақты түрлері үшін металды әр түрлі қаттылығын. Сіз үшін оңай талдай деректерді ұсынатын бұдан әрі, сізге бірден айта білуге, қандай пайдаланылатын болады, мұнда ұғымдар.

Сонымен, әрбір пунктінде көрсетілетін болады, қандай материал қаралады, сондай-ақ оның қаттылығы әдісі бойынша Бриннеля « ең белгілі және таратылған барлық тәсілдерін қаттылықты анықтау тел. Өлшенеді олар HB, яғни бірліктерде қаттылығын Бриннеля. Бұдан әрі айқындалатын болады кесу жылдамдығы, ол көрсетіледі минутына метрде (м/мин). Мұнда сізге тұр ерекше назар аудару болса, бұл айналымдар фрезы, атап айтқанда, мүлдем басқа параметр. Бұл параметр қаралатын болады бірнеше мысалдар келтіре отырып, « егер материал өңделеді жонғышпен, ешқандай қосымша жабу, сондай-ақ егер фреза әртүрлі типтері жабу TI-NAMITE. Ал, және, әрине, сипатталған тағы бір маңызды параметр фрезерлеу « бұл беру тіс. Адамдар алыс осы сала, осы параметр болып көрінуі мүмкін өте ерекше, бірақ егер мұқият зерттеп, оның бөлшектері болса, онда болады өте қарапайым. Сонымен өлшенеді бұл параметр миллиметр арналған тіс анықтайды, қанша миллиметр жылжиды дайындау, әзірге фреза бұрылады бір тіс. Осы берілген болады бергі және басқа да « мысалы, айналым және минуттық, бірақ дәл беруі, тіс шешуші фактор болып табылады. Және ол, сондай-ақ тәуелді болады диаметріне, қолданылатын құрал. Әрине, барлық негізгі деректер сіз « енді уақыт келді білуге, қандай кесу режимі кезінде фрезеровании пайдалануға қандай жеке алған жағдайда.
Көп:

Қызметкерлерді бағалау жүйесі және әдістері
қызметкерлерді Бағалау анықтауға мүмкіндік береді, қаншалықты білікті қызметкерлер іске қосылған кәсіпорында, ал олардың еңбек нәтижелілігі – ең маңызды фактор әсер ететін тиімділігі тұтастай алғанда компанияның. Нақтылау үшін орындау нәтижеліл...

Бизнес ашу: маңызды аспектілері.
көптеген адамдар, жарғысы жұмыс істеуге кейбіреулер жиі ойланады ішінде бизнес ашу. Біреуге ересек салонын, біреуге дүкен, ал біреуге жетеді және көкөніс шатырлар. Бұрын тағамдарды в омут с головой маңызды барлық ойластырып, есептеп шығару. Егер сізд...

Баға орнатудың шығынды тәсілі. Артықшылықтары мен кемшіліктері
бүгін кажущиеся ежелгі кеңестік кезеңде қалыптастыру бағасы қарапайым іспен талап ететін экономистер тек білім негіздерін, математика. Болмаған жағдайда бәсекелестік баға көрсеткіші ойнамаған рөлін ол ойнайды екен. Егер бұрын бағасына қатысты болған ...

Сонымен, бірінші материал, ол қаралады осы « бұл болды жалпы қолдану. Қандай кесу режимі пайдалануға арналған мұндай материал? Бірінші кезекте анықтау керек материалының қаттылығы. Егер қаттылығы болды кем дегенде 150 бірлік Бриннеля, онда шығаруға жылдамдығы 150-ден 210 метр минутына байланысты жабу. 150, тиісінше, толық болмаған жағдайда, жабу, ал 210 « бар болған жағдайда, ең тиімді жабу TI-NAMITE-A. келсек беру тіс, онда барлық байланысты, айтылғандай, диаметрі құралы. Егер оның диаметрі кем дегенде үш миллиметр болатын болса, онда беруі, тіс құрайды 0,012-ден 0,018 мм, өсуі кезінде диаметрі 5 мм-ге дейін, подача дейін өседі 0,024 мм, егер диаметрі ұлғаяды-ден 9 мм болса, және беру өседі 0.050 мм, диаметрі 14 мм подача дейін жетуі мүмкін 0.080 мм, ал жоғары болған кезде диаметрі 25 миллиметр беру тіс құрайды 0.18 мм. Бұл деректер мүмкіндік береді сізге таңдау кесу режимі. Бірақ ұмытпаңыздар, бұл бар және қатты түрлері болды жалпы қолдану. Кезінде қаттылықты кем 190 бірлік Бриннеля жылдамдығы болуы тиіс 120-дан 165 метр минутына, ал қаттылығын кем 240 бірлік Бриннеля « 90-нан 125 метр минутына. Әрине, өзгереді беру тіс. Ол аз және бірінші жағдайда болуы мүмкін 0.01-ден 0.1 мм тіс, ал екінші жағдайда – 0.008 дейін 0.08 мм тіс. Әрине, ол жалғыз емес материал, ол кезде пайдаланылады фрезеровании, сондықтан назар аудару қажет және басқа да металдар.

кесу Режимдерін өңдеу кезінде цементируемых болаттардың болады қаттылықты материал. Егер ол кем болса, 235 бірлік Бриннеля, онда кесу жылдамдығы болады тиісті « 100-ден 140 метр минутына. Кезінде қаттылықты кем 285НВ көрсеткіші төмендейді « 80-нен 110 метр минутына. Бірақ ұмытуға болмайды, сондай-ақ беру туралы " тіс. Жалпы, про оған көп айтуға емес, өйткені ол ешқандай айырмашылығы жоқ, себебі ол көрген алдыңғы тармақта. Бірінші жағдайда, ол болуы тиіс сол ең интервалдары, және өңдеу кезінде болаттың жалпы қолдану қаттылығы кем 190НВ, ал екінші – сол баяғы ең, не және өңдеу кезінде болаттың жалпы қолдану қаттылығы кем 240НВ. Бірақ бұл жағдайда деп айтуға болмайды беру тіс болады ұқсас, өйткені барынша көп диаметрі, құралдың бірінші жағдайда, беру мерзімі 0.1 ретінде алдыңғы мысалда, ал 0.15.Сондықтан, есептеу режимдері кесу және болып табылады мұндай күрделі міндет, оны жақсы орындауға барлық нормаларына сәйкес қатаң нұсқамаларына.

Есептеу кесу режимдерін өңдеу кезінде азотируемых болаттардың айырмашылығы жоқ алдыңғы жағдайларды – тек осы жағдайда ғана материалдар болып табылады сәл астам қатты қарағанда, өткен, сондықтан, сізге керек керемет деп жылдамдығы кесу, мұнда 90-нан 125 метр минутына кезінде кем тұрақты болды және 70-тен 95 метр минутына кезінде қатты материалда. Бұл беру, тіс, онда бірінші жағдайда мұнда әбден стандартты екпін шаға « 0.008 дейін 0.08 мм, бірақ егер металл ие болады үлкен саны бірлік қаттылығын Бриннеля, онда бұл білдіреді, бұл оны беру азаяды, әрі майда. Ең төменгі диаметрі аспап ол құрайды 0.006 мм, ал жоғары болған кезде « 0.06 мм. Қазіргі уақытта бұл ең төмен беруі, тіс, қарастырылып отырған мақалада. Кесу режимдерін таңдау осы ақпарат бойынша жүргізіледі, әдетте, өте бойынша стандартты формула, онда айтылған мақала соңында.
Среднеуглеродистые болды өте кең таралған, ең бастысы – бірнеше түрлі деңгейдегі олардың қаттылығын. Және, әрине, олардың әрқайсысы жекелей кесу жылдамдығы. Мысалы, алғашқы екі типті болды бірдей көрсеткіш, егер фрезы қажеті жоқ, – 80 метр минутына. Бірақ аухаты бірінші типтегі жылдамдық өседі дейін, 110 метрден, ал, екінші бір – тек 85 метр секундына. Бірақ бұл әлі де бар екі түрі, бірінші қаттылығы кем 340НВ, ал екіншісі – кем 385НВ. Тиісінше, бірінші параметр кесуге болады 50-ден 70 м/мин, ал « 35-тен 50 м/мин. сол салыстырғанда, типі, не көрдіңіз сіз бұрын, бұл өте төмен жылдамдық. Тиісінше, осы түрі болды және беру тіс тым жоғары « жеке-жеке атап өтуге болады соңғы бойынша қаттылықты болат, ол ең төменгі диаметрі құралы бар өте аз беруге, барлығы 0.005 мм. Бірден айта кету керек, мұнда қаралады фрезерлеу, кесу режимдері кезінде точении. Жоғарыда айтылғандай, есептеу үшін формула пайдаланылады, сіз ознакомитесь жоғары. Кесу режимдері кезінде точении есептеледі аздап бойынша өзге де формула, сондықтан сізге керек тырысып қолдана бір есеп барлық түрлері.
Аспаптық болаттың қаттылығын бөлінеді бұрынғыдан да түрлерін қарағанда среднеуглеродистые, сондықтан кесу режимдері кезінде фрезеровании аспаптық болаттың мүмкін көптеген. Егер қысқаша айтып осы болды, яғни бес түрі қаттылығын: кем 230НВ, кем 285НВ, кем 340НВ, кем 395НВ және 395НВ. Олардың әрқайсысы үшін бар өз жылдамдығы кесу: 90-нан 125 м/мин, 70-тен 95 м/мин, 60-тан 85 м/мин, 45-тен 65 м/мин және 30-дан 40 м/мин құрайды. Шын мәнісінде, аты бұл деректер сіз қазірдің өзінде жарты жолда к, толықтыру, барлық жетіспейтін кемшіліктерді есептеу формулалар арқылы анықталады кесу режимдері кезінде фрезеровании. Үшін формула барлық айнымалылар заменились сандармен, сіз сондай-ақ білуге диаметрі құралы (және алынған одан жөніндегі деректер беру тіс).

кесу режимін Таңдау жүргізіледі, өте жай ғана – әрбір фрезе бар ауыстырып қосқыш, ол мүмкіндік береді бақылауға айналу жылдамдығы кескіш құралды. Көмегімен осы шағын ажыратып-қосқыш аласыз үлгілі мәні минутына, сонда ғана сіздің станок жұмыс істейтін болады, дәл осы деңгейде. Шын мәнісінде, бұл болып табылады, кесу режиміне, бірақ осындай қарапайым процесс бар, өз алдына үлкен саны есеп айырысу туралы сөз қозғалады. Бұл анықтау айналу жылдамдығы кескіш жонғыш тиіс барынша дәл, және сирек сіз жеткілікті уақыты мен материалды таңдау үшін кесу режимдері, металл кездейсоқ. Бұл үшін теориясы бар, оны пайдалану қажет алдындағы практикалық қолдану.
сақтау Өте маңызды нормативтері кесу режимдерін, өйткені іс мындасыз ғана емес, сіз бөліп өте көп уақыт, ал қандай жаман – өте көп материалды іріктеу, қажетті режимін зағип. Бұл сондай-ақ болуы мүмкін қауіпті. Сондықтан, басшылыққа алатын теориялық білім бірінші кезекте. Сонымен, қазір сіз формула бойынша есептеледі режимі үшін нақты металл. Болса, оны қалай қолдануға болады іс жүзінде, сипатталған төмен. Өзі де формула деп болжайды жылдамдығы, жылына пайыздар метр минутына көбейтіледі және ауыстыру коэффициенті 1000, ал нәтижесі бөлінеді санының көбейтіндісі «пи» көбейтілген диаметрі фрезы. Бұл барлық сізге қажетті элементтер режимін кесу үшін бергі айналу жылдамдығы фрезы.
Жоқ өткізуге екі көбейту, сіз білесіз саны «пи» болып табылады деген санмен қандай да бір ауыспалы. Бастапқыда қабылданды қысқартуға 1000 және 3.14 алу үшін 318. 318 көбейтіледі жылдамдығы, содан соң алынған нәтиже бөлінеді диаметрі фрезы. Міне және барлық,бұл формула қазірдің өзінде әлдеқайда оңай қарағанда алдыңғы және дәл оның көмегімен көбінесе анықтау жүргізіледі режимін кесу.
осындай материалда мүмкін емес, онсыз мысал. Несі бар, мысал үшін алуға болат жалпы қолдану қаттылығы кем 150НВ және фрезу жабыны бар TI-NAMITE, диаметрі 10 миллиметр. Сонымен, алдымен свериться деректерімен, олар сипатталған мақалада жоғары, « мұндай көрсеткіштер жылдамдығы кесу құрайды 175 м/мин, сондықтан сізге көбейту керек 318 175, қолыңыздан 55650. Енді бұл бөлу диаметрі фрезалар, яғни 10 « сонда 5565. Бұл искомое мәні. Енді сізге қоюға, оны сіздің станогында, ал егер нақты осындай мәні бар қоюға мүмкін емес болса, онда ұсынылады алуға сәл аз.
Егер сіз жеке тұлға болсаңыз, отандық жонғышпен, онда, біріншіден, сіз қиындықсыз табу бойынша қажетті деректер айқындау режимін кесу. Егер сізде бар шет үлгісі, онда сіз туындауы мүмкін белгілі бір проблемалар. Сондықтан сатып алу кезінде шетелдік фрезеровочного станоктың өте қажет сұрай каталог барлық қажетті түсіндірулермен, сіз содан кейін пайдалана отырып, теориялық базасын жұмыс кезінде станокты.
Осы спасениям болып табылады графиктер, олар үшін жасалады жылдам және ыңғайлы кесу режимін айқындау. Бұл білдіреді мұндай кестесі? Бұл жинағы тікелей желі түрлі-түсті, олар арасындағы екі білікті – олардың бірі көрсетеді жылдамдығы, яғни шамасын, ол сізге белгілі, өйткені білесіз бе, қандай материал сіз обрабатываете, ал екіншісі – айналым саны минутына, ол жасауға сіздің фреза, яғни, басқаша айтқанда, оның жұмыс режимі. Неге желісі түрлі-түсті? Егер сіз ұмытып қалсаңыз, онда айналым саны фрезы минутына мүмкін емес бергі бойынша кесу жылдамдығын « сізге және диаметрі құралы, және әрбір түс жауап береді, өз диаметрі.
Барлық сізге қажет « бұл-тамырын кестеде диаметрі сіздің құралды таңдау үшін тікелей қажетті түсті графика. Содан кейін сіз анықтау қажет жылдамдығы мен өткізуге тікелей осінен y, яғни ось, онда көрсетілген маңызы бар осы параметрді. Қиылысқан жерден сіздің желісі тікелей сізбен таңдалған түсті жүргізу қажет тікелей осіне x білу үшін қазірдің өзінде нақты саны минутына.
Article in other languages:

Alin Trodden - мақала авторы, редактор
"Сәлем, Мен Алин Тродденмін. Мен мәтіндер жазып, кітаптар оқып, әсер іздеймін. Мен сізге бұл туралы айтуды жақсы білемін. Мен әрқашан қызықты жобаларға қатысқаныма қуаныштымын."
Жаңалықтар

Боинг 747 400 – двухпалубный трансқұрлықтық лайнер
Джамбо джет, гигант-реактивник, осылай атайды бұл ұшақ бүкіл әлемде. Ол шынымен де өте үлкен, бұл бір мезгілде болып табылады және артықшылығы және кемшілігі.1970 жылы 747-ші ұсынылды жетекші авиакомпаниялар, көптеген тасымалдаушы...

"Жоқ" айтамыз скучному ақтың халату.
жақында ғана көптеген предпочитало пайдалы заттар, мүлдем назар аудармай, олар қалай көрінеді. Бірақ енді, қазіргі заманғы тіл-татулықтың ұйытқысы, тіпті жұмыс киімі көрінуі мүмкін өте сәнді және бұл ретте жоғалтпау өзінің бастапқ...

Кәсіпорын қаржысы - бұл... Ұғымы және ерекшелігі кәсіпорынның қаржы
Алуға ең көп санын ақша қаражатының басты мақсаты болып табылады кез келген кәсіпорын. Түсіну қарағанда сен обладаешь және оны қалай пайдалану, жүргізу қажет грамотную қаржылық саясат. Ал бұл үшін қажет теориялық негізін мұндай тә...

Жасыл шатыры: артықшылықтары мен түрлері
Жасыл шатыры « бұл инновациялық технологиясы мүмкіндік береді преобразить тіпті ең серенькое ғимараты, тиімділігін арттыра отырып, инженерлік шешімдер. Бір қызығы, мұндай конструкцияның сұранысқа тағы да тастан орнату ғасырд...

Жүргізуші қызметі: ұғымы және оның негізгі түрлері
Жүргізуші қызметі « баланың, ол шегінде жүзеге асырады әлеуметтік жағдайды дамыту. Орындау, оны анықтауға болады пайда болуы және дамуы субъектісінде негізгі психологиялық жаңа құрылымдар белгілі бір даму сатысында онтогенез...

"Нетто-Пласт", ферментационная төсеніш: пікірлер, нұсқаулық, видео
Технология орында тұрмайды. Ойландыңыз деп жалғыз қызметкері болуы мүмкін деген бірнеше ондаған ауыл шаруашылығы фермасында? Бұл үшін талап етілмейді армия роботтар. Бұл – «Нетто-Пласт» – ферментационная тө...













Комментарий (0)
Бұл мақала емес, түсіндірмелер, бірінші болыңыз!