












Tryb skrawania przy frezowaniu: obliczanie, definicja, przepisy
Table of contents:
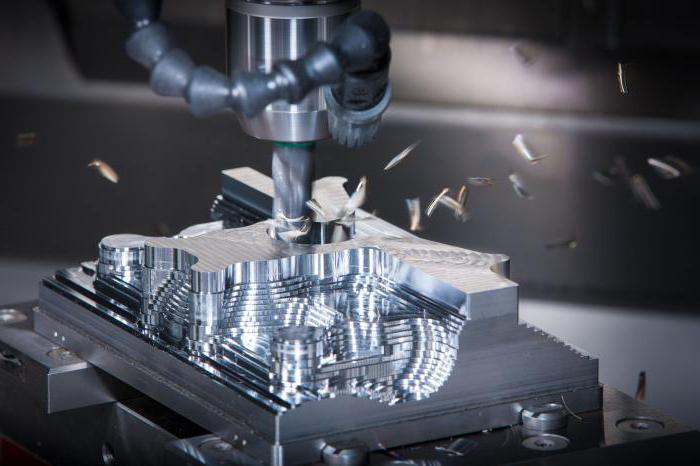
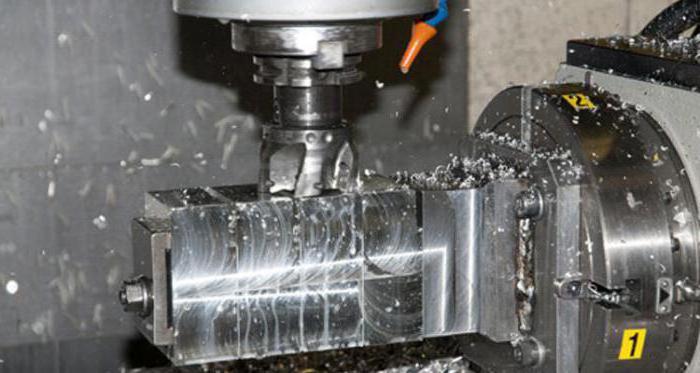
Frezowanie – to nie jest najbardziej prosta operacja obróbki metali i innych materiałów, które nie zawsze w szczegółach znana jest średnia człowieka. Rzecz w tym, że do tego procesu potrzebne jest specjalne urządzenie, które nazywa się frezem – można go znaleźć w wielu zakładach, fabrykach, zakładach produkcyjnych. Jak odbywa się ten proces? W tym przypadku w nim uczestniczy ostre narzędzie i obrabiany przedmiot. Narzędzie tnące jest sama frez ó ona wykonuje ruchy obrotowe, w odróżnieniu od najniższej przedmiotu, który za pomocą maszyny popełnia translacyjne ruchu w kierunku nóż. W rezultacie, jest to taki rodzaj obróbki, który trudno byłoby powtórzyć za pomocą innego narzędzia. Jednak w tym artykule nie zostanie rozpatrzona powierzchniowa informacje – ten materiał jest przeznaczony dla tych, którzy już mniej zaznajomieni z procesem frezowania. Głównym i podstawowym tematem będzie tu tryb skrawania, czyli tutaj będzie produkowany jest obliczenie i ustalenie tego, jak powinna funkcjonować frez i jaką wkładkę dla niej korzystać dla poszczególnych rodzajów blachy o różnej twardości. Aby ci było łatwiej zrozumieć danych, które zostaną przekazane dalej, należy natychmiast dowiedzieć się, jakie zostaną użyte tu pojęcia.
Wszystko, co musisz wiedzieć

Tak Więc, w każdym punkcie zaznaczono, jaki materiał jest traktowany, a także jego twardość według metody Бриннеля ó najbardziej znanym i powszechnym z wszystkich sposobów określania twardości tel. Mierzone są w HB, czyli jednostkach twardości Бриннеля. Dalej zostanie ustalona prędkość skrawania, która jest podawana w metrach na minutę (m/min). Tutaj należy zwrócić szczególną uwagę na to, że nie jest to obroty frezu, a to zupełnie inny parametr. Parametr ten będzie rozpatrywany w kilku przykładach – jeśli materiał, który jest przetwarzany frezem, nie ma żadnego dodatkowego pokrycia, a także jeśli frez ma różne rodzaje powłok TI-NAMITE. No i, oczywiście, będzie opisany jeszcze jeden bardzo ważny parametr frezowania – jest to posuw na ząb. Dla ludzi, dalekich od tej sfery, parametr ten może wydawać się dość nietypowe, ale jeśli uważnie zbadać jego części, to wszystko staje się bardzo prosta. Tak więc, mierzy ten parametr w milimetrach na ząb i określa, na ile milimetrów porusza się przedmiot obrabiany, aż frez obraca się na jeden ząb. Z tego podajnika dokumentów można kalkulować i inne – na przykład, wady i minutową, ale właśnie posuw na ząb jest kluczowym czynnikiem. I będzie to również zależeć od średnicy używanego narzędzia. Cóż, wszystkie podstawowe dane masz – teraz nadszedł czas, aby dowiedzieć się, jaki tryb skrawania przy frezowaniu używać w jakim odrębnym przypadku.
Bardziej:

Mleko, o dziwo, produkt sezonowy. Produkcja mleka zaczynają wzrastać z wiosny, osiągają szczyt w lecie i w zimie są znacznie niższe. Można obejść dziesiątki sklepów w poszukiwaniu "prawdziwego" lub "na żywo", lub, jak wyrażone są technolodzy, "surowe...
Gdy cyfry są smutnymi. Ujemna rentowność
Mimo, że żaden przedsiębiorca nie będzie chciał pracować na własny koszt, biznes jest bardzo spontaniczny, i w sytuacji, gdy spółki za dany okres nie tylko brak wzrósł kapitał, ale i nawet zmniejszał jego, nie są rzadkością. Negatywna zysku, zwaną ta...

Zarządzanie portfelem papierów wartościowych
Gra na rynku papierów wartościowych przypomina grę w kasynie. Dokładny wynik jest nieznany, i wszystko zależy od zupełnie nieprzewidywalnych czynników. Jednak wysoki poziom dochodów sprawia, że ludzie i zarządzających korporacjami przechowywać swoje ...
Ze Stali nierdzewnych ogólnego zastosowania

Tak Więc, pierwszy materiał, który został opisany w tym artykule – to nierdzewnej ogólnego zastosowania. Jaki jest tryb cięcia użyć do tego materiału? W pierwszej kolejności należy określić twardość materiału. Jeśli twardość stali wynosi mniej niż 150 jednostek Бриннеля, należy wystawiać prędkość od 150 do 210 metrów na minutę w zależności od pokrycia. 150, odpowiednio, przy całkowitym braku pokrycia, a 210 ó w przypadku najbardziej skuteczne powłoki TI-NAMITE-A. Co do posuwu na ząb, to tutaj wszystko zależy, jak już wspomniano wcześniej, od średnicy narzędzia. Jeśli jego średnica jest mniej niż trzech milimetrów, posuw na ząb wyniesie od 0,012 do 0,018 mm, przy wzroście średnicy do 5 mm, zasilanie wzrasta do 0,024 mm, jeśli średnica zwiększa się do 9 mm, zasilanie wzrasta do 0.050 mm, przy średnicy do 14 mm posuw może wzrosnąć do 0.080 mm, a przy maksymalnej średnicy do 25 mm posuw na ząb wyniesie 0.18 mm. dane Te pozwalają ci wybrać odpowiedni tryb cięcia. Ale nie zapominaj, że są bardziej twarde gatunki stali ogólnego zastosowania. Przy twardości mniej niż 190 jednostek Бриннеля prędkość powinna wynosić od 120 do 165 metrów na minutę, a przy twardości mniejszej niż 240 jednostek Бриннеля – od 90 do 125 metrów na minutę. Oczywiście, zmienia się posuw na ząb. Staje się ona mniej i w pierwszym przypadku może być od 0.01 do 0.1 mm na ząb, podczas gdy w drugim przypadku – od 0.008 do 0,08 mm na ząb. Naturalnie, nie jest to jedyny materiał, który jest używany w obróbce, więc warto zwrócić uwagę i na inne metale.
Cementowane nierdzewnej

Parametry skrawania przy obróbce цементируемых stali będą się różnić w zależności od twardości materiału. Jeśli wynosi ona mniej niż 235 Бриннеля, to i prędkość skrawania będzie odpowiedniej – od 100 do 140 metrów na minutę. Przy twardości mniej 285НВ wskaźnik spada – od 80 do 110 metrów na minutę. Ale przy tym nie należy zapominać także i o posuwie na ząb. W zasadzie o niej można dużo nie mówić, bo to nie różni się od tego, co już widzieliśmy w poprzednim punkcie. W pierwszym przypadku będzie miał te same okresy, co i w obróbce stali ogólnego zastosowania twardości mniej 190НВ, a w drugiej – te same, co i w obróbce stali ogólnego zastosowania twardości mniej 240НВ. Ale nie można powiedzieć, że posuw na ząb będzie identyczny, bo do maksymalnej średnicy narzędzia w pierwszym przypadku podawania wynosi 0.1, jak w poprzednim przykładzie, a 0.15.Dlatego obliczenia trybów cięcia i jest tak trudnym zadaniem, które najlepiej wykonywać we wszystkich norm i zgodnie z surowymi przepisami.
Азотируемые nierdzewnej

Obliczanie parametrów skrawania przy obróbce азотируемых stali niczym nie różni się od poprzednich przypadków – tylko w tym przypadku materiałów jest nieco bardziej twarde, niż poprzednie, dlatego nie powinniśmy się dziwić, że prędkość cięcia tu będzie od 90 do 125 metrów na minutę przy mniej twardej stali i od 70 do 95 metrów na minutę przy bardziej twardym materiale. Co do posuwu na ząb, to w pierwszym przypadku, tutaj jest dość standardowy prowadzony krok ó od 0.008 do 0,08 mm, ale jeśli metal będzie posiadać dużą ilością jednostek twardości Бриннеля, to będzie oznaczać, że jego podawanie spadnie, przy czym zauważalne. Przy minimalnej średnicy narzędzia ona wyniesie 0.006 mm, a przy maksymalnym ó 0.06 mm. W tej chwili jest to najniższa posuw na ząb, omawiana w tym artykule. Obliczanie parametrów skrawania w tej informacji odbywa się dość normalnie według standardowej formuły, o której będzie napisane na końcu artykułu.
Среднеуглеродистые nierdzewnej
Среднеуглеродистые nierdzewnej jest bardzo powszechne, a co najważniejsze – istnieje kilka różnych poziomów ich twardości. I, oczywiście, każdy z nich będzie miał swój własny prędkość cięcia. Na przykład, pierwsze dwa rodzaje stali mają ten sam wynik, jeśli frezy nie ma pokrycia – 80 metrów na minutę. Ale przy maksymalnym pokryciu u pierwszego typu prędkość wzrasta do 110 metrów na sekundę, a drugi – tylko do 85 metrów na sekundę. Ale przy tym istnieją jeszcze dwa rodzaje, pierwszy z twardością mniej 340НВ, a drugi – mniej 385НВ. W związku z tym pierwszy parametr cięcia będzie od 50 do 70 m/min, a drugi – od 35 do 50 m/min W porównaniu z tymi typami, co widzieliście wcześniej, jest to dość niskiej prędkości. Odpowiednio, u tych gatunków stali i posuw na ząb nie jest zbyt wysoka – warto zaznaczyć ostatnią twardość stali, która przy minimalnej średnicy narzędzia ma bardzo mały przepływ, 0.005 mm. Natychmiast warto zauważyć, że jest tu traktowany frezowanie, a nie skrawania przy toczeniu. Jak już wspomniano powyżej, do obliczeń wykorzystywana jest formuła, z którym można zapoznać się wyżej. Parametry skrawania podczas toczenia są obliczane w nieco innej formule, więc nie warto próbować zastosować jeden obliczenia do wszystkich rodzajów prac.
Stale Narzędziowe
Instrumentalne nierdzewnej twardość dzielą się na jeszcze więcej gatunków, niż среднеуглеродистые, więc skrawania przy frezowaniu stali narzędziowej mogą być liczne. Jeśli krótko opowiedzieć właśnie o tej stali, czyli pięć rodzajów twardości: mniej 230НВ, mniej 285НВ, mniej 340НВ, mniej 395НВ i bardziej 395НВ. Dla każdego z nich ma swoją prędkość cięcia: od 90 do 125 m/min, od 70 do 95 m/min, od 60 do 85 m/min, od 45 do 65 m/min i od 30 do 40 m/min, odpowiednio. Właściwie mówiąc, nazwa dane te będziesz już w połowie drogi do wypełnienia wszystkich brakujące spacje w obliczeniu formuły, za pomocą której określa parametry skrawania przy frezowaniu. Aby w formule wszystkie zmienne заменились liczbami, trzeba również wiedzieć średnica narzędzia (i pochodzące z niego dane posuw na ząb).
Jak wybrać tryb?

Wybór parametrów skrawania jest bardzo proste – na każdej nóż posiada przełącznik, który pozwoli ci kontrolować prędkość obrotowa narzędzi skrawających. Za pomocą tego małego przełącznika można określić przybliżoną wartość obrotów na minutę, i wtedy twój maszyna będzie pracować właśnie na tym poziomie. Prawdę mówiąc, to i jest trybem cięcia, ale taki prosty proces ma za sobą dużą ilość obliczeń, o których mowa dalej. Rzecz w tym, że definicja prędkość obrotowa narzędzi skrawających frezy powinno być jak najbardziej dokładne, i rzadko kiedy masz wystarczająco dużo czasu i materiału, aby wybrać parametry skrawania metalu na chybił trafił. Właśnie do tego istnieje teoria, którą należy użyć przed praktycznym zastosowaniem.
Formuła prędkości skrawania
Bardzo ważne jest, aby przestrzegać przepisów skrawania, ponieważ chodzi tu nie tylko w tym, że można spędzić bardzo dużo czasu, a co gorsza – bardzo dużo materiału na dobór odpowiedniego trybu na oślep. To również może być niebezpieczne. Dlatego najlepiej kierować się wiedzę teoretyczną w pierwszej kolejności. Teraz dowiesz się formułę, według której oblicza się tryb dla danego metalu. To, jak można ją zastosować w praktyce, zostanie opisane poniżej. Sama formuła zakłada, że prędkość, wyrażana w metrach na minutę, pomnożona przez współczynnik przeliczania 1000, a wynik dzieli się przez iloczyn liczby «pi», pomnożone przez średnica frezu. To wszystkie niezbędne elementy trybu cięcia, aby obliczyć prędkość obrotowa frezu.
Uproszczona formuła
Nie ma sensu przeprowadzać dwa mnożenia, gdy wiesz, że liczba «pi» jest cyfrą bez żadnych zmiennych. Początkowo podjęto skracać 1000 i 3.14, aby uzyskać 318. 318 pomnożona przez prędkość, a następnie otrzymane wyniki dzieli się na średnicy frezu. To wszystko,ta formuła jest już o wiele łatwiej, niż poprzednia, i to właśnie z jej pomocą, najczęściej odbywa się określenie trybu cięcia.
Kalkulator
W takim materiale nie da się zrobić bez przykładu. Cóż, dla przykładu można wziąć stal ogólnego zastosowania o twardości mniej 150НВ i frez z powłoką TI-NAMITE i średnicy 10 milimetrów. Tak więc, najpierw należy zapoznać się z danymi, które zostały opisane w powyższym artykule ó w takich wskaźnikach prędkość skrawania wynosi 175 m/min, więc trzeba pomnożyć 318 na 175, uda 55650. Teraz to trzeba podzielić na średnicy frezu, czyli 10 – okazuje się 5565. Właśnie to jest poszukiwaną wartość. Teraz trzeba wystawić go na swojej maszynie, a jeśli konkretnie to wartość wystawić niemożliwe, zaleca się, aby wziąć trochę mniej.
Katalog zagranicznego narzędzia
Jeśli używasz krajowej frezem, to najprawdopodobniej jesteś w stanie bez problemu odnaleźć potrzebne dane do ustalenia trybu cięcia. Jeśli masz zagraniczny wzór, to mogą wystąpić pewne problemy. Dlatego przy zakupie zagranicznego фрезеровочного maszyny konieczne poprosić o katalog z wszystkimi niezbędnymi objaśnieniami, które można następnie użyć jako podstawy teoretyczne podczas pracy z maszyną.
Specjalne grafiki
Prawdziwy спасениям są grafiki, które są sporządzane dla szybkiego i łatwego określenia trybu cięcia. Że jest taki wykres? Jest to zestaw prostych linii w różnych kolorach, które znajdują się pomiędzy dwoma osiami – jedna z nich pokazuje prędkość, czyli wartość, która jest znana, tak jak wiesz, z jakiego materiału przetwarza, a drugi – ilość obrotów na minutę, która będzie wykonywać twoim frez, czyli, mówiąc prościej, tryb jej pracy. Dlaczego linie różnego koloru? Jeśli nie pamiętasz, to ilość obrotów frezu na minutę nie można kalkulować tylko dla prędkości skrawania – trzeba jeszcze i średnica narzędzia, a każdy kolor odpowiada za swoją średnicę.
Jak korzystać z harmonogramem?
Wszystko, co jest wymagane od ciebie – to znaleźć w tabeli średnica narzędzia i wybierz prostą żądany kolor na wykresie. Następnie trzeba określić prędkość i narysować linię prostą od osi y, czyli tej osi, na której podane są wartości tego parametru. Od miejsca przecięcia linii z bezpośrednim wybranego koloru należy narysować linię prostą do osi x, aby dowiedzieć się już dokładną liczbę obrotów na minutę.
Article in other languages:

Alin Trodden - autor artykułu, redaktor
"Cześć, jestem Alin Trodden. Piszę teksty, czytam książki, Szukam wrażeń. I nie jestem zły w opowiadaniu ci o tym. Zawsze chętnie biorę udział w ciekawych projektach."
Nowości

Boeing 747 400 – dwupokładowe трансконтинентальный liniowej
Jumbo jet, gigant-реактивник, tak nazywają ten samolot na całym świecie. On naprawdę bardzo duży, to jakość jest zarówno zaletą, jak i wadą.W 1970 roku, kiedy 747 został przedstawiony na świecie linie lotnicze, wielu przewoźników ...

Powiedzmy "nie" nudne białym fartuchu.
Jeszcze całkiem niedawno większość wolał dodatkowe rzeczy, zupełnie nie zwracając uwagi na to, jak wyglądają. Jednak teraz, dzięki nowoczesnym projektantom, nawet odzież robocza może wyglądać bardzo stylowo, a przy tym nie traci s...

Finanse przedsiębiorstw - to... Pojęcie i specyfika finansów przedsiębiorstwa
Uzyskanie maksymalnej ilości środków pieniężnych jest głównym celem każdego przedsiębiorstwa. Aby zrozumieć, co masz i jak to można wykorzystać, należy prowadzić właściwą politykę finansową. A do tego trzeba znać teoretyczne podst...

Zielony dach: korzyści i rodzaje
Zielony dach – to innowacyjna technologia, która pozwala przekształcić nawet najbardziej серенькое budynek, zwiększając skuteczność rozwiązań inżynierskich. Warto zauważyć, że takie projekty zostały zgłoszone jeszcze w epoce...

Warsztat "Wysokość 239" Челябинского трубопрокатного zakładu
«Wysokość 239» - najbardziej niezwykły zakład branży metalowej Rosji. Nowoczesny budynek, oryginalny design, charakterystyczny produkty, automatyzacja procesu produkcji rur o dużej średnicy przyciągają nie tylko specja...

Wiodąca działalność: pojęcie i podstawowe rodzaje
Prowadząca działalność ó aktywność dziecka, które prowadzi w ramach społecznej sytuacji rozwoju. Wykonanie jej określi pojawienie się i rozwój u pacjenta podstawowych psychologicznych nowotworów na pewnym etapie rozwoju w о...
Uwaga (0)
Ten artykuł nie ma komentarzy, bądź pierwszy!