












Döküm, döküm, döküm, kayıp wax döküm teknolojisi, avantajları ve dezavantajları
Table of contents:
Kullanımı выплавляемых modelleri – oldukça popüler bir şekilde döküm. Yöntem farklı zorluk proses ve yüksek çalışma hazırlık süreci. O yüzden orada kullanılan gerekir nerede tam olarak yerine getirilmesi boyutları ve yüzey kalitesi sağlamak parçaları. Yani döküm, türbin kanatları ve yüksek performanslı bir araç, protez ve dekorasyon, yanı sıra heykel, karmaşık bir yapılandırma. Varlık, döküm, kayıp wax döküm olmasıdır formu döküm, неразъемной, model, kolay eriyen malzeme kalıplama sırasında alınır değil, выплавляется. Bu sağlar titizlik uyum boyutları ve şekilleri. İçinde kalan model boşluğuna dökülür ve metal. Tamamlandığında, soğutma şekli, tahrip ve ürünü alınır. Döküm sırasında büyük serisi ürün maliyeti azalır.
Yöntemin Avantajları
Ana artı döküm, kayıp wax döküm - titizlik iletim şekli ve düşük yüzey pürüzlülüğü. Ayrıca, mevcut diğer yararları:
- Mevcut parça üretimi, alaşımları, içinde maruz işlenmiş.
- Azaltılmış ihtiyacı daha fazla mekanik işleme.
- Fırlatıp ürünleri başka yöntemleri vardı, üretmeye, parçaları toplamak ve bir araya getirmek.
- Büyük serilerden elde azalma, özgül karmaşıklığı (başına bir ürün) ve maliyetleri.
- Yetenek mekanizasyon ve kısmi otomasyon hazırlık işlemleri en döküm.
Bu onuru ileri sürülen yöntem sayısı, en popüler ve kullanılan bugünkü metalurji ile birlikte, özellikle, modern ve ilerici yöntemleri dolgu.
Daha:

Sağlamak için Tek yol girişimci finansman olduğunu. Olacak olup, uygulanan belirli bir proje geliştirme ve olma, doğrudan bağlı olacak mı bulundu bu para. finansman Kaynakları ayrılır iki büyük grup: iç ve dış. İlk fark nakit girişlerini, alınan giri...

Sık Sık, задумав düzenlemek için kendi iş, işadamı kalkar, önünde zor bir seçim. Bir yandan, o şekil almaya bir şahıs ile diğer daha презентабельную formu organizasyon gibi bir LLC veya ŞİRKET. Bazı yeni gelenler için bu bir iş değil, çok net bir şek...

arz ve Talep kapasitesine sahip, değişen koşullara uyum piyasa koşullarına, adli esneklik. Bugün hemen hemen hiçbiri bölüm ekonomi olmadan bu kavramları: teori, firma analizi, arz ve talep, ekonomik döngüleri, ekonomik beklentiler, MEO, vb Hass...
Kusurları döküm, kayıp wax
Faydaları Tartışılmaz bir yolu, görünüşte sağlamak zorunda kaldı onun hakimiyeti arasında bir diğer yolu. Ancak, popülerlik rağmen döküm yöntemi döküm, kayıp wax döküm, eksiklik, engel, yaygın. Ana dezavantajı zorluk çok aşamalı kontrollü gazla proses. Gerektiren, oldukça karmaşık ve pahalı teknolojik donanım için hazırlık aşamaları. İçin basit ürünleri tarafından üretilen, küçük seriler halinde, bu yöntem, daha yüksek bir maliyet.
İçin bir maliyet-etkin uygulamalar, döküm, kayıp wax döküm, avantajları ve dezavantajları yöntem eşleştirilir, kararı onun seçimi kabul dayalı değerleme oranı fiyat/kalite. Bu nedenle uygulanan ve çoğunlukla en kritik ve pahalı ürünleri almak zor başka bir şekilde, örneğin türbin kanatları, heykel, yüksek hızlı araçlar, vb. Başka bir uygulama alanı - крупносерийные döküm, ölçek ekonomileri elde etmek için, önemli ölçüde maliyetini azaltmak.
Teknoloji
Teknoloji döküm, kayıp wax döküm - bu çok aşamalı üretim süreci, farklı bir nispeten yüksek трудоемкостью. İlk aşamada gerçekleştirmek usta-modeli, bu iş için bir kriter imalat iş modelleri ve geçtikten sonra tüm aşamaları son ürünleri. Üretimi için ana model olarak kullanmak için özel bir model formülasyonları ve geleneksel - alçı ya da ağaç. Malzeme master-model birleştirmek gerekir dayanımı ve işleme kolaylığı.
İleri teknoloji döküm, kayıp wax döküm sağlar, kalıp oluşturma, ... ... ve отливаться tüm çalışma modeli. Kalıplar yapılır alçı, kauçuk, silikon, nadir metal. Yapıcı olmalı mutlaka разъемной ve hesaplanan çoklu kullanım. Basın formunu doldurmak model kompozisyon, sonra sertleştirme onu sökmeye ve kaldırmak başka bir çalışma modeli.
üretiminde benzersiz bir parça veya küçük dolaşımları aşamaları oluşturma sihirbazı-düzen ve kalıp akış ve düzen (veya daha fazla) yapmak, формуя malzeme el ile.
Bir Sonraki aşama işlem döküm, kayıp wax döküm - imalat düzen etrafında (veya blok düzenleri) отливочной formu. Bu matris yapıcı zaten неразборные ve tek elde etmek için titizlik ebat ve yüzey ürün. Modern bir sanayi için geçerli iki tür form - geleneksel kum-kil döküm için toprak ve kabuk kalıplanmış - üretim için hassas ve pahalı bir parça.
Tamamlandıktan Sonra, form düzeni ondan выплавляют suretiyle ısıtma veya havalandırma, aşırı feribot. Kabuk kalıplanmış, gelişmiş güçlendirmek ısınma yoluyla 1000.

Final aşaması sürecinin bir parçasıdır aslında dolgu ürünleri, soğutma, doğal koşullar altında herhangi özel bir yöntem içinde, termostat, yıkım, form ve temizlik ürünleri. Bir şekilde almanızı sağlar, yüksek kaliteli döküm ağırlığı birkaç gram kadar onlarca kg.
Model formülasyonları
Malzeme için üretim düzeninin belirli özellikleri olmalıdır. Olması gibi özellikleri:
- Plastisite katı faz. İçin gerekli doğru tekrar bir form gelecek ürün ve düzeltme gerekirse.
- Güç. Model dayanmak için hiçbir deformasyon oluşum süreci şekil onun etrafında.
- Легкоплавкость. Вытапливание model değiltalep etmelidir büyük zaman, maliyet ve enerji tasarrufu sağlar.
- Akışkanlık erimiş durumda. Kompozisyon mi kolay nüfuz tüm girinti ve detayları rahatlama, tam olarak yinelenen hatları, gelecekteki ayrıntıları.
- Maliyet-etkin. Özellikle önemli bir üretim için büyük serisi.
Model formülasyonları kullanan genellikle karışım stearin ve parafin. Bu malzemeler iyi bir tamamlayıcı parametreler birbirlerine telafi etmek için yetersiz erime noktası parafin ve aşırı viskozite stearin.
En popüler sanayi vardır formülasyonları dayalı буроугольного balmumu. Ana özellikleri - nem direnci, gücü ve yeteneği oluşturmak için çok düzgün kaplama için özellikle değerli modelleme ürünleri.
De Kullanılır ve sıraları, oluşan karışımı буроугольного balmumu, parafin ve stearin.
Kalıp Yapımı
üretmek İçin benzersiz ürünler bir düzen hazırlamak, kesme, parça, model, malzemenin elle veya şablonları. Model şeklinde olan cisimlerin dönme yapılır ayrıca torna tezgahlarında. Son zamanlarda giderek daha yaygın bir yöntem 3D baskı modelleri. Bu hizmet için tek düzenleri ve küçük serisi.

Maliyeti çağdaş endüstriyel 3D yazıcı hala yüksek, ancak kolaylığı nedeniyle yeniden yapılandırma ile tek bir ürünün başka o-ebilmek var olmak etkili bir araçtır üretim modellerinin durumunda çok sayıda farklı siparişler küçük serisi.
üretmek İçin çok sayıda özdeş düzenleri, yapılan matris alçı, kauçuk, silikon veya metal. Çalışma düzenleri üretmek, sırayla, tarafından döküm bir matris. Tasarım kalıp olmalıdır mutlaka bir trençkot, bir fırsat sağlamak için, üretim belirtilen sayıda modelleri var. Seçilen malzeme de sağlamalıdır böyle bir fırsat, bu yüzden ona uygulanır şartları, mukavemet, yoğunluk, düşük yüzey pürüzlülüğü, kimyasal hareketsizlik göre düzene. Madde kalıplar gerektiğini de sahip minimum yapışma düzeni sağlamak için ödeme kolaylığı önceden oluşturulmuş düzenleri ve uyum boyutları. Önemli özelliği kalıp - onun güç ve dayanıklılık, özellikle büyük serisi.
Yapımı modelleri ve üniteleri
Yaygın bir şekilde üretimi выплавляемых modelleri - döküm ve onların altında küçük baskı kalıpları. Plenum-sıvı karışımı yapılır el ile piston şırınga, mekanik, hidrolik veya pnömatik нагнетателями. Uygulanması durumunda буроугольного balmumu gerekli önceden ısıtmak borulama besleme bileşimi nedeniyle yüksek viskozite. Düzenleri köpük polistiren yapılır ekstrüzyon yöntemi, otomatik kalıp kullanılmaktadır.
Artırmak İçin, ekonomik verimlilik ve düşük çalışma durumunda, seri üretim, küçük dökümler, kendi düzenleri için bir araya blokları. Üzerinde bloklar oluşturmak литниковые sistemi ekleyerek, ayrı düzenleri tesis, литникам yoluyla el havya. Bu durumda tek bir döküm ya da küçük serisi modeli üreten elle.

Oluştururken литниковых sistemleri sağlamak için gerekli değil, çalkantılı boyunca erime, homojen bir popülasyon tüm öğeleri matris. Bir salmastra form, ASG de takip homojen dolgu tüm açıklıkları arasındaki литниками ve недопущением onların zarar.
Üretim şekli
Söz konusu yöntem, döküm, kayıp wax döküm karşılaşılan temel olarak iki çeşit form vardır:
- Kum-kil karışımları (PACS).
- Оболочковые.
Kalıpları, döküm, kayıp wax döküm, PACS kullanılır çoğunlukla üretiminde küçük serisi ürünleri gerektiren, çok yüksek doğruluk. İşlemi yapmak oldukça zahmetli ve yüksek gerektirir, ve genellikle benzersiz bir beceri модельщиков ve kalıpçılar. Kısmi mekanizasyon mükellef gibi bireysel işlemler gibi yemek ve dolgu kalıp karışımı, onu bir tokmak.
Kabuk kalıplanmış, karşısında, geçerli sürümü için detay gerektiren özel üretim hassas. Süreç onları yapmak daha zor ve uzun, ama daha iyi kendisini ödünç mekanizasyon.
Bir Döküm içinde toprak
Bu en erken kazanılan değer insanlık yolu metal işleme. O hakim atalarımızın başlangıç ile aynı anda uygulama metal ürünleri olarak silah, alet veya eşyaları, yani yaklaşık 5 bin yıl önce. Döküm erimiş metali hazırlanan matris karışımı, kum ve kil. Erken özel metal işleme gibi bir kez ortaya çıkan, nereye yakın, youtube'un yatakları metal olarak nuggets ve россыпей. Karakteristik bir örnek de dünyaca ünlü dantel dökme demir döküm Каслинский bitki Ural.

Bir Yol döküm, kayıp wax döküm için uygulanan fabrikasyon metal ürünleri - siyah, çok renkli. Ve sadece metaller için, gösteren artan bir tutku reaksiyon, sıvı faz (titanyum gibi), yapmak zorunda matris diğer formülasyonları.
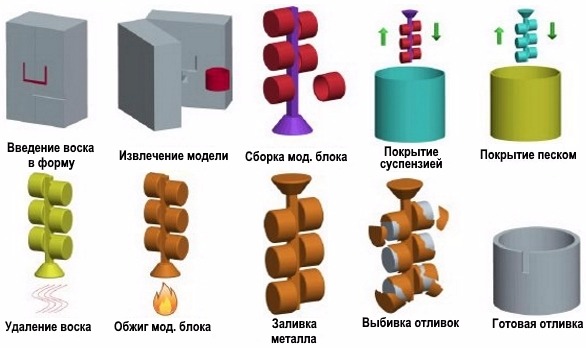
Üretim süreci döküm PACS şu aşamadan oluşmaktadır:
- üretim modelleri;
- Hazırlık опоки;
- Dolgu ve sızdırmazlık karışımı опоке;
- Döküm metal;
- çıkarma ve temizleme dökümler.
Form, ASG - tek bir uygulama. Almak için mamul, onu kırmak zorunda. Aynı zamanda büyük bir bölümü karışım için kullanılabilir ikincil bir uygulama.
Malzeme olarak PACS kullanılan kadrolar, ağırlıklı olarak kuvars kumları farklı irmik ve plastik kil içeriği arasında değişmektedir 3 ila yüzde 45. Yani, örneğin, sanatsal dökümler üretmek karışımı kullanılarak 10-20 % kil içeriği için özellikle büyük döküm kil içeriğinin ayarlanabilir 25 %.
Kullanılan iki alt türü:
- Kaplama karışımı. Gibi iç yüzey şekilleri ve etkileşim ile erimiş metal. Olmalı, ısıya dayanıklı, yetenekli değil, yıkmak için fark sıcaklık nedeniyle oluşan bu gerilmeler. Bu tür karışımları ince taneli, iyice detayları aktarmak için yüzey. Oldukça önemli ve yeteneği karışıma газопропусканию.
- Kupa dolum karışımı. Uygulanan dolgu arasında bir bakan bir tabaka ve duvarlar опоки. Yüzleşmek zorunda ağırlığı sırılsıklam metal, form tutmak için ürün teşvik etmek, zamanında ve tam olarak eşlik etmesi gazı. Üretilen daha ucuz çeşitleri kum, tabi tekrar kullanılabilir.
Eğer aynı araçları gazlar dışarı değil, kütle ile hacim kalıpçılığı karışımı ile литниковую sistemi, döküm kusurları ortaya giden bir evlilik.
Geleneksel döküm teknolojisi toprağa ayrıntılı resimli bant A. Tarkovsky «Andrei Rublev». Bu новелле «Çan» genç Бориска, oğlu ölen sihirbazı, arsa başkanları kalıbı artel ve kalıp kilise çanı.
Bir Döküm içinde kabuk kalıplanmış
Bir Yol döküm оболочковых formları, kayıp wax döküm ile karakterize, en iyi iletimi ürün boyutları ve düşük pürüzlülük yüzey. Modeli yapılır kolay eriyen bileşikler, örneğin буроугольного balmumu. Döküm işletmelerinde de yaygın olarak kullanılır bileşimi parafin-stearin eşit parçaya. Bu durumda döküm büyük boyutlarda model malzeme içerir, tuz, korumak düzeni deformiteleri. Bir şekilde sürükleyici bir çözüm modeli kapak 6-10 kat yüksek bir bulamaç.

Bağlayıcı savunan hidrolize silikatlar olarak ısıya dayanıklı yüzey almak kristalleri zaten электрокорунда veya kuvars. Malzemeler için üretim оболочковых form yüksek mukavemet, düşük, son derece higroskopik olduğu ve iş köknar öz odun gaz geçirgenliği.
Düzeni kurutulmuş atmosferde amonyak gazı. Sonraki aşamada şekil прогревают 120 İle kaldırmak için парафиновую modeli. Kalıntıları karışımı çıkarılır, aşırı feribot büyük bir baskı altında. İleri formu kalsine sıcaklıkta 1000 İle yol onun nihai pekiştirmek ve kaldırma madde olabilecek öne şeklinde gazı sürecinde dökümler.
Kabuk yerleştirilir benzerlik опоки istediğiniz uykuya çelik nitrat. Bu yapılandırmayı kaydetmek için yardımcı olur form doldururken, erimiş ve aynı anda geliştirir soğutma döküm. Dolgu erime oluyor разогретые 1000 şeklinde. Soğutulduktan sonra, ürün için özel bir program termostat formu yok, ayıklamak ve arındırmak отливку.
Büyük avantajı bu yöntemin döküm - yüksek iletim hassas boyutlarda ürün ve düşük yüzey pürüzlülüğü.
Daha fazla artıları yöntemi:
- Döküm parçalar, alaşımlı, kötü muamele işlenmiş.
- Döküm ürünler, aksi takdirde kalıp parçaları ve daha fazla toplamak, bir araya getirmek.
Dezavantajları bu yöntem, döküm, kayıp wax döküm, – küçük kullanım oranı, metal ve artan emek yoğunluğu.
Hassas döküm
Hassas döküm, kayıp wax döküm - öyle diyorlar ve teknoloji, ve kendisi son ürünler. Yüksek hassas döküm sağlanır, ancak hazırlık sürecinde form gerek yok ayıklamak onun düzeni bir ürün. Kullanırken, geleneksel üretim yöntemi matris için döküm – karmaşık ve çok zaman alıcı bir çok aşamalı bir süreçtir. Bu özellikle doğrudur durumunda, döküm parçalar, karmaşık bir yapılandırma, dikdörtgenler, konik yörüngeler ve iç boşlukların.
Örneğin, bir döküm dökme demir veya bakır bir vazo olan bir değişken eğrilik, yüzey, kullanmak zorunda bir çok tweaks. Bu yüzden, ilk olarak geziyor, alt yarısı опоки, sonra model elde edilir, bozmayı ve трамбуют üst yarısı. Model yapmak zorunda bileşik, kalem vazo yerine iki öğe, onları çıkarıp üzerinden model boşluğuna iki doz - ilk alt öğesi, daha sonra üst. Tüm bu sayısız devirme ve протаскивания değil olumlu etkileyebilir bütünlüğü, yüzey formu ve sonuçta hassas bir ebat döküm ve kaliteli yüzeyi. Ayrıca, sorun kalır hassas birleştirme parçaları опок ve güvenilir bir bağlar onları birbirlerine.
İmalat, döküm, kayıp wax döküm yoksun bu eksikliklerin gerektirmez, çok yüksek bir beceri модельщиков ve büyük ölçüde emek yoğunluğu azaltır hazırlık bu kayıp balmumu döküm işlemleri. Özellikle parlak gösterir büyük тиражах dökümler.
Bir Yöntem sağlarulaşmak 2-5. sınıf doğruluk ve GOST 26645-85. Bu sayede kalıp gibi hassas ürünler, türbin bıçakları, kesici aletler de dahil olmak üzere yüksek performanslı freze ve matkap sorumlu высоконагруженные parantez, bazen küçük высоконагруженные ayrıntıları, araçlar, takım tezgahları ve diğer karmaşık mekanizmalar.
Yüksek hassasiyetli ebat ve yüksek dereceli yüzey en aza indirmek için bir ihtiyaç daha fazla işlenmiş döküm tasarruf sağlayan, metal ve maliyetleri azaltmak için ürün.
Donanım
Ekipmanları döküm, kayıp wax döküm, gerekli zengin ve karmaşık. İşletmeler bir araya getirmek, onları tek ve sorunsuz çalışan tesis, organize olarak, arsa, dükkan veya ayrı bir üretim.
Karmaşık Kompozisyon bağlıdır, üretim ölçeği, boyutları, yapılandırma ve çekiliş dökümler.
Bu nedenle, üretiminde protez ve takı ile ekipmanları içerecektir:
- Model masası;
- Kalıp fırını modeli termostat;
- Set neşter ve spatula düzeltilmesi için form model;
- Kalıp tahtası;
- опока;
- Depolama kapasitesi ve pişirme kalıp karışımı;
- Araç seti için sıkıştırma kalıp karışımı;
- Pota eritme metal;
- Maşa;
- Bir çekiç silebilirsiniz formu.

Bu üretim kompleksi, kolayca uygun bir masa ve bir dolap. Eğer planlanan seri üretim, örneğin, alüminyum döküm - parçalar herhangi bir cihaz, gerekli ekipman:
- Kalıplama ve dökme seramik formları;
- - kurutma şekilleri;
- выплавления model malzeme ve kaplama ısıya dayanıklı katman;
- Temizleme döküm döküm malzeme.
Ve son olarak, uygun ekipman, döküm kalıpları, kompleks tasarlanmış üretmek için eritebilir ve dolgu şekli. Bu olabilir, ve ekipmanları, döküm:
- Düşük basınçlı;
- Santrifüj;
- Normal yerçekimi bir yoldur.
Yüklemek için, düşük basınçlı döküm ve savurma döküm oluşturmaktadır ayrı высокомеханизированный ve otomatik bir üretim kompleksi, izole birkaçı atölyesi. Bunları en aza el emeği ve bulma insanın sağlıksız koşullarda. Hava geçirmez kamera barındıran kompleksleri, sağlamak tam karbon yakalama ve temizlik baca gazı, büyük ölçüde çevre dostu bir girişim.
Döküm, döküm, Döküm, kayıp wax döküm, yeterince yüksek bir gelişme potansiyeli ile birlikte, özellikle ilerici şekillerde üretim şekil ve teknikleri, dolgu.
Article in other languages:
AR: https://tostpost.com/ar/business/9050-the-casting-technology-advantages-and-disadvantages.html
En: https://tostpost.com/business/16769-the-casting-technology-advantages-and-disadvantages.html
HI: https://tostpost.com/hi/business/9054-the-casting-technology-advantages-and-disadvantages.html
JA: https://tostpost.com/ja/business/9054-the-casting-technology-advantages-and-disadvantages.html
PL: https://tostpost.com/pl/biznes/16187-odlewania-technologia-zalety-i-wady.html
ZH: https://tostpost.com/zh/business/9855-the-casting-technology-advantages-and-disadvantages.html

Alin Trodden - makalenin yazarı, editör
"Merhaba, ben Alin Trodden. Metin, kitap okumak, yazmak ve Gösterimler için bak. Ve sana söylüyorum.kötü değilim. İlginç projelere katılmaktan her zaman mutluluk duyarım."
İlgili Haberler

Гаррингтон Emerson ve onun 12 verimlilik ilkeleri
bir Kavram verimlilik, emek anlamına gelir en iyi şekilde genel maliyet sonuçlarına faaliyetleri. Bu kavramı bilim bulunmuştur Гаррингтон Emerson. Yönetim bir bilim haline gelmiştir hızla gelişmeye açtıktan sonra belirli bir dönem...

Nasıl indirmek sunum ile internet. İpuçları
Sunum için genellikle gerekli değildir, sadece çalışan insanlara tanıtıyoruz herhangi bir şirket, hizmet veya ürün, aynı zamanda öğrenciler, öğrenci. Ayrıca, en son karşılaşılan onlarla daha sık görülmektedir. Küresel ağ, birçok b...

SAM "Sakin": teknik bir açıklama ve karşılaştırma analogları ile
Modern, yerli bir silah olarak SAM "Sakin" bir kanal başlatıcısı odaklı bir araç базирование, mutfakta dikey fırlatma. Sistemin uygulanması için pasta savunma, gemi, hem de yansıma hava saldırısı da dahil olmak üzere düşman ve kit...

Колымская HES: konumu, doğal koşullar, ekonomik önemi. Колымская hidroelektrik adı Y. I. Фриштера
bu yerleri Ziyaret ve düşünün böyle bir махину - demek büyük bir zevk alabilirsiniz, ama aynı zamanda olağanüstü zorlukları bu şekilde bekliyoruz, çok Колымская HES uzak. Üstesinden gelmek için beş yüz kilometre Магадана koşulları...

"Para ev": görüşler ve şirket bilgileri
Sabit giderler götürmek bizim birçok çağdaşları borç ve aynı zamanda bir alışveriş vazgeçmek neredeyse imkansız. Genellikle para gider tamamen yeri doldurulamaz şeyler: ürünler ve ihtiyaçlar, fatura ödemeleri için konut ve tedavi....

Çatışmalar kuruluş: türleri, nedenleri, çözüm yöntemleri
Ayrılmaz bir parçası, etkin ve verimli çalışma organizasyon - çatışmalar. Bu olgu değmez algılamak son derece olumsuz. En önemlisi, bu beceri yöneticinin yönetmek çatışma durumları ve yapmak, doğru sonuçlar önlemek için onları dah...
Yorumlar (0)
Bu makalede Yorum yok, ilk olmak!