Today - 30 March 2025
Now - 14:43:14
Now - 14:43:14
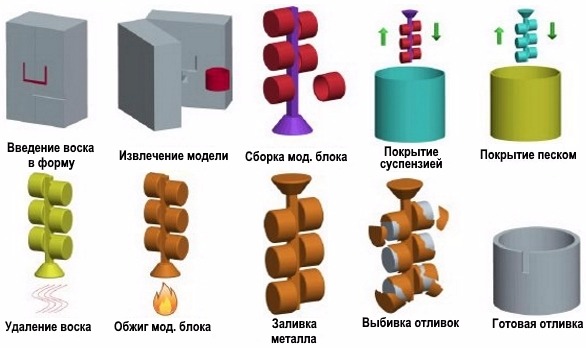
Використання виплавлюваних моделей – досить популярний спосіб ливарного виробництва. Метод відрізняється складністю технологічного процесу і високими трудовитратами на підготовчі процеси. Тому він використовується там, де необхідно точно дотримати розміри і забезпечити високу якість поверхні деталей. Так відливають турбінні лопатки і високопродуктивний інструмент, зубні протези і прикраси, а також скульптури складної конфігурації. Сутність лиття за виплавлюваними моделями полягає в тому, що форма для відливання є нероз'ємної, модель з легкоплавких матеріалів у ході формування не витягується, а виплавляється. Це забезпечує ретельність дотримання розмірів і рельєфу. У що залишилася від моделі порожнину заливається метал. По завершенні остигання форма руйнується і виріб вилучається. При виливку великих серій собівартість виробу знижується.
Головний плюс лиття по виплавлюваних моделях - ретельність передачі форми та низька шорсткість поверхні. Крім того, в наявності інші переваги:
Ці достоїнства висувають метод в число найбільш популярних і застосовуваних у сьогоднішній металургії, особливо в поєднанні з сучасними прогресивними методами заливки.
Більше:

Витратний метод ціноутворення. Плюси і мінуси
сьогодні здаються стародавніми радянські часи формування ціни було досить простою справою, що вимагає від економістів лише знання основ математики. При відсутності конкуренції показник ціни не грала тієї ролі, яку він грає зараз. Якщо раніше до ціни ...

Системний підхід в менеджменті
Системний підхід в менеджменті являє собою спосіб мислення по відношенню до управління і організації. Його не можна плутати з набором різних принципів дії для управлінського апарату. Вперше застосування цього інструменту управління відзначено в кінці...

підприємницька діяльність. її сутність та основні функції
Підприємницька діяльність громадянина – це здійснювана на свій страх і ризик самостійна діяльність, метою якої є систематичне отримання прибутку за рахунок продажу робіт, товарів, послуг, використання майна. При цьому громадянин, який здійснює ...
Безсумнівні переваги способу, здавалося б, повинні були забезпечити його домінування серед інших способів. Однак, незважаючи на популярність методу лиття по виплавлюваних моделях, недоліки стримують його широке поширення. Основний недолік полягає в складності багатоетапного технологічного процесу. Він вимагає досить складного і дорогого технологічного обладнання для підготовчих етапів. Для нескладних виробів, що випускаються невеликими серіями, даний метод має більш високу собівартість.
Для економічно ефективного застосування лиття по виплавлюваних моделях переваги і недоліки методу зіставляються, рішення про його виборі приймається на основі оцінки співвідношення ціна/якість. Тому і застосовується він в основному для найбільш відповідальних і дорогих виробів, які важко отримати іншим способом, наприклад турбінних лопаток, скульптур, високошвидкісних інструментів і т. п. Ще одна область застосування - крупносерийные виливки, на яких ефект масштабу дозволяє домогтися значного зниження собівартості.
Технологія лиття по виплавлюваних моделях - це багатоетапний виробничий процес, який відрізняється порівняно високою трудомісткістю. На першому етапі виконують майстер-модель, вона стане еталоном для виготовлення робочих моделей і після проходження всіх етапів кінцевого виробу. Для виробництва майстер-моделі використовують як спеціальні модельні склади, так і традиційні - гіпс або дерево. Матеріал майстер-моделі повинен поєднувати в собі міцність і легкість обробки.
Далі технологія лиття по виплавлюваних моделях передбачає створення прес-форми, в яку і будуть відливатися всі робочі моделі. Прес-форми виготовляють з гіпсу, гуми, силікону, рідше з металу. Конструктивно вона повинна обов'язково бути роз'ємною і розрахована на багаторазове використання. Прес-форму заповнюють модельним складом, після його затвердіння її розбирають і витягують чергову робочу модель.
При виробництві унікальних деталей або невеликих тиражів етапи створення майстер-макету та прес-форми пропускають, а макет (або кілька) роблять, формуючи матеріал вручну.
Наступний етап процесу лиття по виплавлюваних моделях - виготовлення навколо макета (або блоку макетів) отливочной форми. Ці матриці конструктивно вже нерозбірні й одноразові, що дозволяє домогтися старанності дотримання розмірів і шорсткості вироби. В сучасній промисловості застосовуються два види форм - традиційні піщано-глиняні для лиття в землю і оболонкові форми - для виробництва точних і дорогих деталей.
Після завершення форми макет з неї виплавляють шляхом нагрівання або продування перегрітою парою. Оболонкові форми додатково зміцнюють шляхом прогріву до 1000 С.

У фінальний етап процесу входить власне заливка виробу, його охолодження в природних умовах або за спеціальною методикою в термостаті, руйнування форми і очищення вироби. Спосіб дозволяє отримувати високоякісні виливки вагою від декількох грамів до десятків кілограмів.
Матеріал для виробництва макету повинен володіти певними властивостями. Він повинен мати такі властивості, як:
Для модельних складів зазвичай використовують суміш стеарину і парафіну. Ці матеріали вдало доповнюють параметри один одного, компенсуючи недостатню температуру плавлення парафіну і надмірну в'язкість стеарину.
Не менш популярними в промисловості є сполуки на основі воску буровугільного. Головні його властивості - це вологостійкість, міцність і можливість утворювати дуже гладкі покриття, що особливо цінно для моделювання виробів.
Використовуються також і склади, що складаються із суміші буровугільного воску, парафіну і стеарину.
Для виробництва унікальних виробів макет готують, вирізаючи з шматка модельного матеріалу вручну або за шаблонами. Моделі, які мають форму тіл обертання, виготовляють також на токарних верстатах. Останнім часом отримує все більш широке поширення метод 3D-друку моделей. Він підходить як для одиночних макетів, так і для невеликих серій.

Вартість сучасного промислового 3D-принтера все ще висока, однак завдяки легкості перенастроювання з одного виробу на інший він може стати ефективним інструментом виготовлення моделей у разі великої кількості різнорідних замовлень малих серій.
Для того щоб виготовити велику кількість однакових макетів, матрицю виготовляють з гіпсу, гуми, силікону або металу. Робочі макети виробляють, в свою чергу, шляхом виливки в матрицю. По конструкції прес-форма повинна бути обов'язково розбірний, щоб забезпечити можливість виготовлення заданої кількості моделей. Обраний матеріал повинен забезпечувати таку можливість, тому до нього пред'являються такі вимоги, як міцність, щільність, низька шорсткість, хімічна інертність по відношенню до макету. Речовина прес-форми повинен також володіти мінімальною адгезією до макету для забезпечення легкості отримання готових макетів та додержання розмірів. Важлива властивість прес-форми - її міцність і зносостійкість, особливо при великих серіях.
Широко поширений спосіб виготовлення виплавлюваних моделей - відливка їх під малим тиском в прес-форми. Нагнітання рідкої суміші здійснюється як вручну, з допомогою поршневих шприців, так і механічними, гідравлічними або пневматичними нагнітачами. У разі застосування воску буровугільного потрібно підігрівати трубопроводи подачі складу через його високої в'язкості. Макети з спіненого полістиролу виготовляють методом екструзії на автоматизованих формувальних агрегатах.
Для підвищення економічної ефективності та зниження трудомісткості у разі серійного виробництва невеликих виливків їх макети об'єднують в блоки. Над блоками формують ливникові системи, приєднуючи окремі макети до литникам допомогою ручного паяльника. У разі одиничних виливків або малих серій моделі виготовляють вручну.

При формуванні ливникових систем необхідно забезпечити не турбулентний плин розплаву, рівномірне заповнення всіх елементів матриці. При набиванні форми з ПГС потрібно також стежити за рівномірним заповненням усіх отворів між литниками і недопущенням їх пошкодження.
В розглянутому способі лиття по виплавлюваних моделях зустрічається два основних види форм:
Форми для лиття по виплавлюваних моделях з ПГС застосовують здебільшого при виробництві невеликих серій виробів, що не вимагають високої точності. Процес їх виготовлення досить трудомісткий і вимагає високої, а часто - унікальної кваліфікації модельщиков і формувальників. Часткової механізації піддаються лише окремі операції, такі як приготування і засипка формувальної суміші, її ущільнення.
Оболонкові форми, навпаки, застосовуються для випуску деталей, що вимагають особливої точності виготовлення. Процес їх виготовлення більш складний і тривалий, але краще піддається механізації.
Це самий ранній освоєний людством спосіб обробки металів. Він освоєний нашими предками одночасно з початком застосування металевих виробів в якості зброї, інструментів або начиння, тобто близько 5 тисяч років тому. Відливають розплавлений метал у підготовлену матрицю з суміші піску і глини. Найперші місця обробки металів як раз виникали там, де поруч розміщувалися поклади металів у вигляді самородків і розсипів. Характерний приклад - всесвітньо відомий своїм чавунним мереживним литтям Каслинский завод на Уралі.

Спосіб лиття по виплавлюваних моделях застосовується для виготовлення металевих виробів - як чорних, так і кольорових. І тільки для металів, що проявляють підвищену схильність до реакції у рідкій фазі (таких як титан), доводиться робити матриці з інших складів.
Виробничий процес лиття в ПГС складається з наступних фаз:
Форма з ПГС - одноразового застосування. Щоб дістати готовий виріб, її доведеться розбити. У той же час велика частина суміші доступна для вторинного застосування.
В якості матеріалів для ПГС застосовують склади з переважно кварцових пісків різної зернистості і пластичних глин, вміст яких коливається від 3 до 45 відсотків. Так, наприклад, художні виливки виробляють з використанням суміші з 10-20 % вмістом глини, для особливо великих виливків вміст глини доводять до 25 %.
Застосовують два підвиди:
Якщо ж ливарні гази виходять не через маси формувальної суміші, а через ливникову систему, в литві виникають дефекти, які ведуть до шлюбу.
Традиційна технологія лиття в землю детально проілюстрована в стрічці А. Тарковського «Андрій Рубльов». У новелі «Дзвін» юнак Бориска, син померлого майстра, за сюжетом очолює ливарну артіль і відливає церковний дзвін.
Спосіб лиття в оболонкових формах по виплавлюваних моделях характеризується найкращою передачею розмірів виробу і низькою шорсткістю поверхні. Модель робиться з легкоплавких сполук, наприклад воску буровугільного. На ливарних підприємствах також широко застосовують складу парафін-стеарин в рівних частках. У разі великих розмірів виливків в модельний матеріал включають солі, оберігають макет від деформацій. Способом занурення в розчин модель покривають у 6-10 шарів високотемпературної суспензією.

Сполучною виступають гидролизованные силікати, як жаростійкої обсипання беруть кристалики електрокорунду або кварцу. Матеріали для виробництва оболонкових форм відрізняються високою міцністю, низькою гігроскопічністю і відмінною газопроникність.
Макет сушать в атмосфері газоподібного аміаку. На наступному етапі форму прогрівають до 120 С, щоб видалити парафінову модель. Залишки суміші видаляють перегрітою парою під великим тиском. Далі форму прожарюють при температурі до 1000 С, що веде до її остаточного закріплення і видалення речовин, які можуть виділитися у вигляді газів у процесі відливання.
Оболонку поміщають в подобу опоки, яку засипають сталевим дробом. Це допомагає зберегти конфігурацію при заповненні форми розплавом і одночасно поліпшує умови охолодження виливки. Заливання розплаву відбувається в розігріті до 1000 З форми. Після охолодження виробу за спеціальною програмою в термостаті форму руйнують, виймають і очищають виливок.
Головне достоїнство цього методу лиття - висока точність передачі розмірів виробу і низька шорсткість поверхні.
Додаткові плюси методу:
Недоліки цього способу лиття по виплавлюваних моделях – малий коефіцієнт використання металу і підвищена трудомісткість.
Точне лиття по виплавлюваних моделях - так називають і технологію, і саму кінцеву продукцію. Висока точність лиття забезпечується тим, що в процесі підготовки форми немає необхідності отримувати з неї макет виробу. При використанні традиційного методу виробництво матриці для відливання – складний і вельми трудомісткий багатоетапний процес. Особливо це актуально у випадку виливки деталей складної конфігурації, з виїмками, западинами і внутрішніми порожнинами.
Наприклад, при виливку чавунної або мідної вази, що має змінну кривизну поверхні, доводиться застосовувати чимало хитрощів. Так, спочатку набивають нижню половину опоки, потім модель витягують, перевертають і трамбують верхню половину. Модель доводиться робити складовою, ручки вази виконують з двох елементів, їх витягують через модельну порожнину в два прийоми - спочатку нижній елемент, потім верхній. Всі ці численні перевертання і протягування не можуть позитивно впливати на цілісність поверхні форми і в кінцевому рахунку на точність дотримання розмірів виливки і якості її поверхні. Крім того, залишається проблема точного поєднання частин опок та надійного кріплення їх один до одного.
Виготовлення лиття по виплавлюваних моделях позбавлене цих недоліків, воно не вимагає настільки високої кваліфікації модельщиков і істотно скорочує трудомісткість підготовчих до лиття операцій. Особливо яскраво це проявляється при великих тиражах виливків.
Метод дозволяєсягати 2-5-го класу точності за ГОСТ 26645-85. Це дозволяє відливати такі високоточні вироби, як турбінні лопатки, ріжучий інструмент, включаючи високопродуктивні фрези і свердла, відповідальні високонавантажених кронштейни, невеликі високонавантажених деталі транспортних засобів, верстатів і інших складних механізмів.
Висока точність дотримання розмірів і високий клас поверхні зводять до мінімуму потребу в подальшій механічній обробці виливки, що дозволяє економити метал і знижувати собівартість продукції.
Обладнання для лиття за виплавлюваними моделями потрібно різноманітне й складне. Підприємства об'єднують їх в єдиний і злагоджено працюючий комплекс, організований в якості ділянки, цеху або окремого виробництва.
Склад комплексу залежить від масштабів виробництва, розмірів, конфігурації і тиражу виливків.
Так, у виробництві зубних протезів та ювелірних прикрас до складу обладнання увійдуть:

Цей виробничий комплекс легко вміститься на одному столі і в одній шафі. Якщо ж планується серійне виробництво, наприклад, алюмінієвих виливків - деталей якого-небудь приладу, то буде потрібно устаткування для:
Ну і нарешті власне обладнання ливарного комплексу, призначене для отримання розплаву і заливання його в форму. Це може бути обладнання для лиття:
Установки для лиття під тиском і відцентрового лиття являють собою окремий високомеханізований і автоматизований виробничий комплекс, ізольована від атмосфери цеху. У них зведено до мінімуму ручну працю і знаходження людини у шкідливих умовах. Герметичні камери, в яких розміщені комплекси, що забезпечують повно уловлювання і очищення відхідних газів, що значно підвищує екологічність підприємства.
Лиття по виплавлюваних моделях має досить високий потенціал для розвитку, особливо в поєднанні з прогресивними способами виготовлення форм і методами заливки.
Article in other languages:
AR: https://tostpost.com/ar/business/9050-the-casting-technology-advantages-and-disadvantages.html
En: https://tostpost.com/business/16769-the-casting-technology-advantages-and-disadvantages.html
HI: https://tostpost.com/hi/business/9054-the-casting-technology-advantages-and-disadvantages.html
JA: https://tostpost.com/ja/business/9054-the-casting-technology-advantages-and-disadvantages.html
PL: https://tostpost.com/pl/biznes/16187-odlewania-technologia-zalety-i-wady.html
ZH: https://tostpost.com/zh/business/9855-the-casting-technology-advantages-and-disadvantages.html

Alin Trodden - автор статті, редактор
"Привіт, Я Алін Тродден. Я пишу тексти, читаю книги і шукаю враження. І я непогано вмію розповідати вам про це. Я завжди радий брати участь у цікавих проектах."
Новини

Гаррінгтон Емерсон і його 12 принципів продуктивності праці
Поняття продуктивності праці означає максимально ефективне відношення витрат до результатів діяльності. Це поняття в науку вніс Гаррінгтон Емерсон. Менеджмент як наука став стрімко розвиватися після відкриття даного терміна і поча...

Як скачувати презентації з інтернету. Поради
Презентації часто потрібні не тільки працюючим людям, які просувають яку-небудь компанію, послугу або продукт, але і школярам, студентам. Причому останні зустрічаються з ними набагато частіше. Глобальна мережа пропонує величезну к...

ЗРК "Штиль": технічний опис та порівняння з аналогами
Сучасне вітчизняне зброю у вигляді ЗРК "Штиль" являє собою багатоканальну пускову установку, орієнтовану на корабельне базування, вона оснащена вертикальним пуском. Система призначена для здійснення кругової оборони судна, а також...

Відвідати ці місця і розглянути таку махину - значить отримати величезне задоволення, але і надзвичайні труднощі на цьому шляху чекають, надто вже Колимська ГЕС далеко. Подолати п'ятсот кілометрів від Магадана в умовах Крайньої Пі...

"Гроші на хату": відгуки та інформація про компанію
Постійні витрати вганяють багатьох наших сучасників у борги і в той же час відмовитися від покупок практично неможливо. Найчастіше гроші йдуть на абсолютно незамінні речі: продукти першої необхідності, оплату рахунків за житло та ...

Конфлікти в організації: види, причини, методи вирішення
Невід'ємна частина активної і продуктивної роботи в організації конфлікти. Це явище не варто сприймати суто негативно. Головне - це вміння керівника управляти конфліктними ситуаціями і робити правильні висновки для недопущення їх ...













Примітка (0)
Ця стаття не має коментарів, будьте першим!