Today - 13 July 2025
Now - 22:52:57
Now - 22:52:57
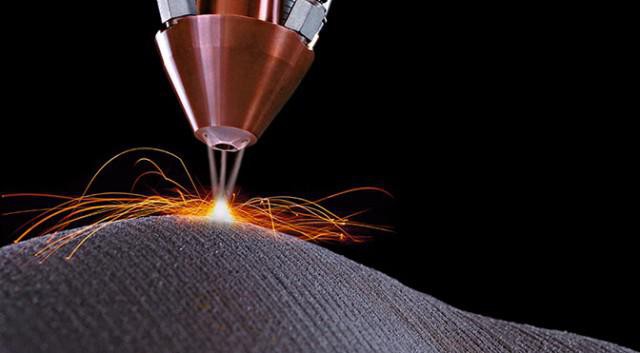
Steel – the main structural material. It is a iron-alloy with a content of various impurities. All the components included in its composition, affect the properties of the ingot. One of the technological characteristics of metals is the ability to form high quality welded joints.

Evaluation of the weldability of steel is performed according to the value of the primary index – carbon equivalent CEQ. This is a conditional factor that takes into account the degree of influence of content of carbon and main alloying elements on the characteristics of the seam.
On the weldability of steels is influenced by the following factors:
The Most informative parameter is chemical composition.
Taking into account all these factors, the weldability of steel has different characteristics.
Classification of steels on weldability.
Groups weldability of steels make it easy to navigate the technological features of welding of specific brands of iron-carbon alloys.

Depending on the group of weldability of steels and of the corresponding technological features, characteristics of a welded joint can be adjusted using the sequential temperature effects. There are 4 main ways of heat treatment: tempering, vacation, annealing and normalization.
The Most common are quenching and tempering for hardness and simultaneous strength of the weld, relieve stress, prevent cracking. The extent of the leave depends on the material and desired properties.
Heat treatment of metal structures in the preparatory work done:
The management of temperature vlijaniem allows you to:
Adjust properties by temperature changes can be local or General in nature. Heating of the edges is carried out using gas or electric arc equipment. To heat the entire part and smooth cooling using a special furnace.
Recommended

Staff evaluation: system and methods
Personnel Assessment allows you to identify how competent the employees involved in the enterprise, and it is the performance of their work – the most significant factor affecting the efficiency of the company. To clarify the impact of performa...

How to start your own business: important aspects.
Many people, tired of working for someone else, are increasingly thinking about how to start your own business. Someone wants to open a salon, someone store, and someone enough and vegetable stalls. Before you throw in the pool with his head, it is i...

Business activities. its essence and basic functions
The Entrepreneurial activity of the citizen – is undertaken at your own risk and independent activity, which aims to systematically profit through the sale of works, goods, services, use of the property. The citizen engaged in such activities, ...
The Essence of thermal processing is based on structural transformations within the ingot and their influence on the solidified metal. Thus, when heated to temperature 727 C he is a mixed grained austenitic structure. Cooling method specifies the options for the transformation:
Welded connection must have sufficient hardness, strength, quality, ductility, therefore, the martensitic characteristics of the seam are not acceptable. Low carbon alloys have a ferritic, ferrite-pearlitic, ferrite-austenitic structure. Medium carbon and medium alloy steel – the pearlite. High carbon and high alloy – martensitic or troostite that it is important to cause the ferrite-austenite mind.

The Weldability of carbon steels is determined by the amount of carbon and impurities. They are able to fade, turning into a gaseous form and giving to the poor quality weld porosity. Sulfur and phosphorus may be concentrated at the edges of the grains, increasing the fragility of the structure. Welding is the most simplified, however, requires an individual approach.
Carbon steel of ordinary qualitydivided into three groups: A, B and C. the Welding work is carried out with a metal of group B.
The Weldability of steel grades ВСт1 - ВСт4, in accordance with GOST 380-94, characterized by the absence of restrictions and additional requirements. Welding of parts up to a diameter of 40 mm occurs without heating. Possible indicators in DM: D – high content of manganese, KP, PS, SP – “boiling”, “balanced”, “calm”, respectively.
Low-Carbon steel are the brands with the designation hundredths of carbon, indicating the degree of deoxidation and the content of manganese (GOST 1050-88): steel 10 (also 10kp, 10ps, 10G), 15 (also 15kp, 15ps, 15), 20 (also 20kp, 20ps, 20 G).
To ensure the quality of the weld is necessary to carry out the process of saturation of the weld pool with carbon C and Manganese Mn.
Methods of welding:
The Welding of carbon steels is carried out without additional heating. For details of a simple form of the constraints do not exist. Volume and lattice structure, it is important to protect from the wind. Complex objects, it is desirable to weld in the shop environment at a temperature below 5C.
Thus, for grades ВСт1 - ВСт4, steel 10 - steel 20 – weldability is good, with virtually no restrictions that require a standard individual selection of the method of welding, the electrode type and characteristics of the current.
The saturation of the alloy with carbon reduces its ability to form good connections. In the process of thermal effects of the arc or gas flame, the sulfur accumulates on the edges of the grains, leading to brittleness, phosphorus – to brittleness. Most often weld materials doped with manganese.
These include structural steel of ordinary quality ВСт4, ВСт5 (GOST 380-94), quality 25, 25G, 30, 30G, 35, 35G, 40, 45G (of GOST 1050-88) different metallurgical production.
The Essence of the work lies in reducing the amount of carbon in the weld pool, the saturation of metal in it silicon and manganese, the optimum technology. It is important to prevent excessive losses of carbon which can lead to destabilization of the mechanical properties.

Thus, medium and high carbon structural steel welded together with almost no limitations, with external temperatures below 5C. At lower temperatures the mandatory initial heating and high quality heat treatment.
Alloy steel – the steels during melting saturated with various metals in order to obtain the desired properties. Almost all of them have a positive effect on hardness and strength. Chromium and Nickel are part of the heat-resistant and stainless steel alloys. Vanadium and silicon improve the texture, used as material for the manufacture of carriage springs. Molybdenum, manganese, titanium increases the wear resistance, tungsten – red hardness. At the same time, positively influencing the properties of the parts, they degrade the weldability of the steel. In addition, increase the degree of hardening and the formation of martensitic structures, the internal stresses and risk of cracking in the seams.

The Weldability of alloy steels is determined by their chemical composition.
Low-carbon Low-alloy 2ГС, 14G2, 15G, 20G(GOST 4543-71), 15HSND, 16G2AF (GOST 19281-89) are well welded. In standard conditions do not require additional heating and heat treatment at the end of the process. Stillsome restrictions exist:
Possible ways:
The Weldability of steel 09G2S, 10G2S1 also good, requirements, and possible ways of implementation are the same as for alloys 12GS, 14G2, 15G, 20G, 15KHSND, 16G2AF. An important characteristic of the alloy 09G2S, 10G2S1 is no need to prepare the edges for workpiece diameters up to 4 cm
Medium alloy steel 20KHGSA, 25KHGSA, 35HGSA (GOST 4543-71) produce greater resistance to the formation of tension-free sutures. They belong to the group with satisfactory weldability. Require preheating to temperatures of 150-200C, performing multi-layered seams quenching and tempering on completion of welding. The options run:
Often, the materials used for argon-arc or the submerged-arc welding.

Welding heat resistant alloys iron-12MKH, 12Х1М1Ф, 25Х2М1Ф, 15KH5VF must be pre-heated to temperatures of 300-450C, with the final quenching and high holidays.
When welding medium-alloyed high-strength materials 14Х2ГМ, 14Х2ГМРБ it is important to follow the same rules as for heat-resistant steel, with some nuances:
Using special technology required when welding high-alloy steels. These include a huge range of stainless, heat-resisting and high-temperature alloys, some of them: 09KH16N4B, 15KH12VNMF, 10KH13SJU, 08H17N5MZ, 08KH18G8N2T, 03Х16Н15МЗБ, 15Х17Г14А9. Weldability of steels (GOST 5632-72) refers to the 4th group.
Characteristics of the weldability of high-carbon high-alloy steel:
The Weldability of steel – the relative parameter. It depends on the chemical composition of the metal, its microstructure and physical properties. The ability to produce high-quality joints can be adjusted by using advanced technological approach, special equipment and conditions of work.
Article in other languages:
KK: https://tostpost.com/kk/biznes/39945-d-nekerleud-boldy-zh-ktelu-top-p-s-r-lu-bolat.html
PL: https://tostpost.com/pl/biznes/38057-spawalno-stali-klasyfikacja-grupy-spawalno-ci-stali.html

Alin Trodden - author of the article, editor
"Hi, I'm Alin Trodden. I write texts, read books, and look for impressions. And I'm not bad at telling you about it. I am always happy to participate in interesting projects."
Related News

Roll laminating machine: features and reviews
Segment printing equipment is now experiencing not the best times. On the one hand, the largest manufacturers of such equipment to successfully develop and adopt new technologies, but on the other – competition with digital ...

Sheet stamping parts: technology and the features of the process
Serial production of parts used in the Assembly of technical products and instruments involves exposure to extreme temperatures and pressing. Based on these requirements and selecting the optimal technologies for machining. For ex...

The concept and composition of the category of lands of specially protected territories and objects
One of the most important human rights, which are established by article 42 of the Constitution, is the right to maintenance of a favourable environment. However, in the process of expanding economic activity, and in connection wi...

Malleable cast iron: properties, marking and application
Cast iron – solid, corrosion-resistant, but brittle iron-alloy with the content of carbon C in the range from 2.14 to 6.67 %. Despite the presence of specific deficiencies, has a variety of types, properties, applications. W...

Polyethylene: melting point, consumer properties and applications
Today, mankind can't do without artificial materials. They have a number of unique qualities, affordable and significantly reduce the cost of production. One such material is the polyethylene. The melting point and other technical...
Necrobacillosis of cattle – infectious animal disease caused by an anaerobic bacterium, Fusobacterium necrophorum of the genus Fusarium. The main unpleasant consequences are a significant decrease in milk yield and breeding ...













Comments (0)
This article has no comment, be the first!